

如何提升介质厚度匹准度来满足阻抗设计要求
电子说
描述
基于多层板介质层厚度对阻抗的影响,了解其均匀性分布及掌握其控制方法对阻抗产品阻抗控制至关重要。本文从PCB层压介质层设计及层压工艺相关控制点着手探究介质厚度均匀性的控制方法,指出提升介质厚度匹准度以满足阻抗设计要求的有效途径。
随着电子行业朝高端化发展,作为支撑其主体的PCB也随之发展,表现为对生产技术要求越来越高,对生产设备要求越来越苛刻,对阻抗控制要求越来越严格等。因此,作为对阻抗控制影响最为重要的介质层厚度控制就被突显出来:层间介质层公差一般按10%控制,实际上阻抗板件,尤其是介质层设计小于4mil的阻抗板层间需要高很多的公差要求。然而,PCB层间介质控制又是一个涉及面广且较为系统的工程,它不仅涉及到工程设计、来料控制,而且还涉及到层压等生产工序。本文运用实验的方法,从不同层压参数对介质层厚度的影响,以及介质和阻抗分布等方面入手,探讨了阻抗板介质厚度分布,为阻抗板件阻抗设计、控制提供参考。
实验
一、试验物料
采用某公司普通T g板料和半固化片1080、2116、7628和7628H进行压合。
二、 不同层压参数对介质厚度的影响
取半固化片1080、2116、7628H,按图1叠层结构,分别采用表1 快升温慢加压力和采用慢升温快加压力的两组参数压合。
图1层压结构图
表1 层压参数
三、压合过程半固化片流胶状况
取半固化片1080*2、2116*2、7628H,分别在其表面用油性笔做好位置标记,如图2,按图3叠层结构压合试验样品。
图2 压合前位置标记
图3 叠层结构
四、阻抗值在板面上的分布状况
取半固化片1080*2、2116*2、7628+1080按图4叠层结构压合,在板面整面设计上内外层阻抗线(阻抗线宽线距根据理论介质厚度不同分别模拟设计)如图5,生产至外层蚀刻后测量阻抗值。
图4层压结构
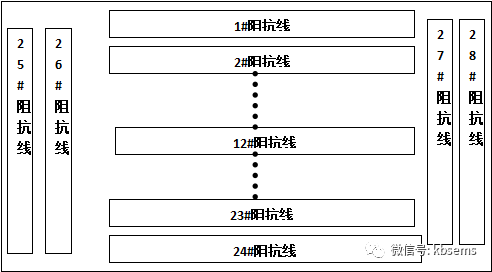
图5阻抗线在板面上的分布状况
结果和讨论
一、不同层压参数对介质厚度的影响
两组压合参数压合后半固化片厚度数据如下表

表2不同压合参数半固化片厚度
应用两种不同的层压程序,拟合得到的半固化片理论厚度差异很小。这是因为热压时,树脂经历了由B-阶段---粘弹态---粘流态---粘弹态---C-阶段的层压转变过程,树脂单体交联反应,树脂聚合后的密度主要由材料配方决定,不同的层压参数(前提是温度压力条件满足树脂正常结晶需要)对其没有影响。由树脂平均厚度= 质量/密度/面积可知,平均厚度没有变化。
可认为不同层压程序对半固化片介质厚度差异没有影响。
二、板面介质分布状况
压合前后树脂流动的移动状况,如下图
压合前
压合后
图6 压合前后位置标记移动
压合前后介质分布的状况:
表3 1080*2结构板面介质分布

表4 2116*2结构板面介质分布

表5 7628H*1结构板面介质分布
从表5可知,在板边与板内介质层差异性方面,层压后板边介质层厚度相对较薄,距离板边位置越近,与板中间厚度相差越大,并且不同含胶量板达到稳定厚度离的板边距离不一致,但基本在板边4CM处均可以达到稳定,可认为4CM是流胶区域的最大值。
三、阻抗值在板面上的分布状况
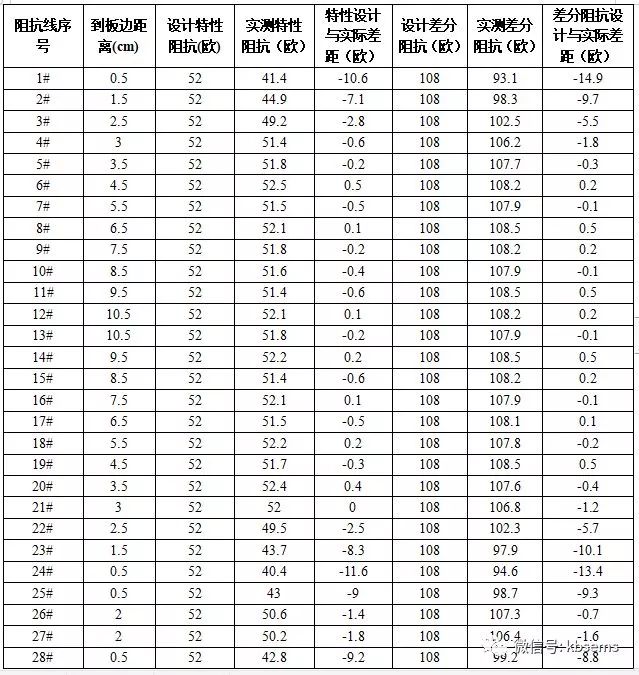
表6 阻抗值在板面上的分布状况
图7 特性阻抗随板边距离变化
图8 差分阻抗随板边距离变化
从表6、图7、图8数据可知,板件介质厚度及阻抗值均从板边向板内逐渐增大,直到离板边3.5cm,阻抗值达到稳定。
(1)不同压力温度条件的层压参数对介质厚度没有明显影响;
(2)层压后板边介质层厚度相对较薄,距离板边位置越近,与板中间厚度相差越大,并且不同含胶量结构达到稳定厚度离的板边距离不一致,但基本在板边4CM处均可以达到稳定,可认为4CM是流胶区域的最大值。
(3)板件阻抗值从板边向板内逐渐增大,在离板边3.5cm以内的中心区域,阻抗值基本稳定一致,所以,阻抗线设计位置需要距离板边至少3.5cm才有代表板件阻抗值的意义。当成型线离板边过近,不足以保证阻抗线距离板边大于3.5cm时,可以把阻抗条设计于拼板中间。
-
阻抗设计问题合集2024-01-03 0
-
阻抗知识问答?12招搞定阻抗设计2024-01-05 0
-
阻抗匹原理与概念2012-09-03 0
-
影响印刷电路板的特性阻抗因素及对策分享2018-08-29 0
-
PCB板的特性阻抗与特性阻抗控制2018-09-14 0
-
影响PCB特性阻抗的因素有哪些?2020-09-07 0
-
什么是阻抗?影响阻抗的因素有哪些?2023-04-28 0
-
华秋干货铺 | PCB阻抗计算的可制造性设计2023-04-28 0
-
阻抗计算,真的没有那么难!2023-05-04 0
-
阻抗计算│软硬结合板篇2023-09-13 0
-
【华秋干货铺】软硬结合板的阻抗计算,你会吗?2023-09-15 0
-
软硬结合板的阻抗计算,你会吗?2023-09-15 0
-
分析影响PCB阻抗的主要因素和阻抗影响不同程度2019-01-18 21167
-
PCB设计中的阻抗控制和叠层设计问题分析2019-08-08 3950
全部0条评论

快来发表一下你的评论吧 !
