

丰田通过四大技术解决四大难题,降低电芯内阻
电子说
描述
摘要
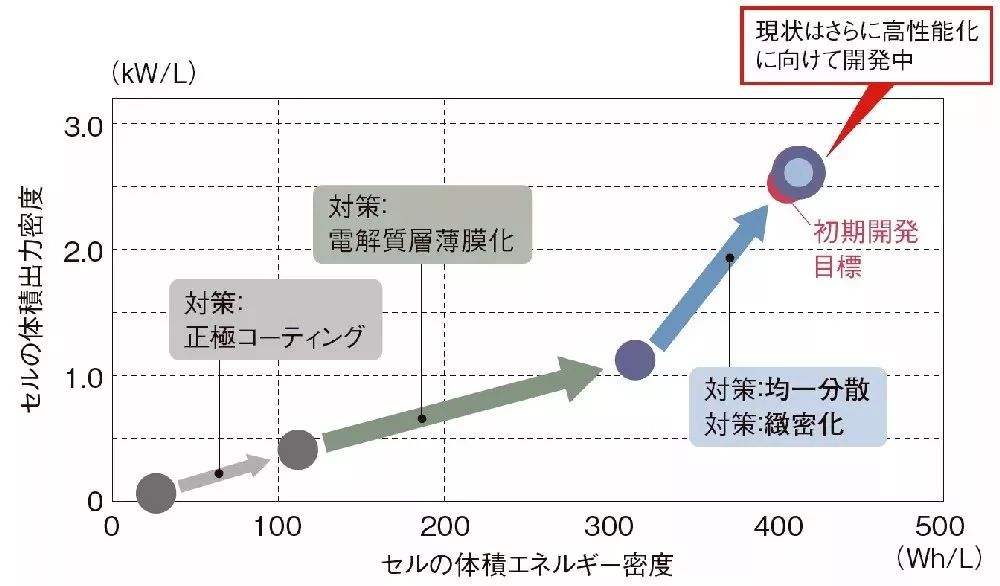
早期研发的全固态电池由于输出密度与能量密度都很低,远远无法达到商业化水平。为了实现商业化,丰田通过四大技术解决四大难题,降低电芯内阻。
前篇《丰田全固态电池商业化之路①》提到丰田要实现全固态电池的商业化应用核心的基础技术是有效降低了全固态电池的内部阻抗。本篇将详细为大家介绍:为了降低电芯内部阻抗,丰田在涂布以及其他制法工艺上采取的四大技术。通过这一系列技术的确定,丰田实现了上篇中提到的降低硫化物系全固态电池内阻,提高输出功率密度的效果。
丰田全固态电池实现商业化应用的四大基础技术及其效果
通过涂覆正极活性材料来抑制阻抗层
早期研发的全固态电池由于输出密度与能量密度都很低,远远无法达到商业化水平。丰田分析到,造成内部阻抗上升的有4大问题:(1)正极内的正极活性材料与固体电解质界面会产生电阻层;(2)固体电解质层会变厚;(3)正负极内的活性材料凝集;(4)构成正负极或者电解质的固体颗粒之间会形成空隙。
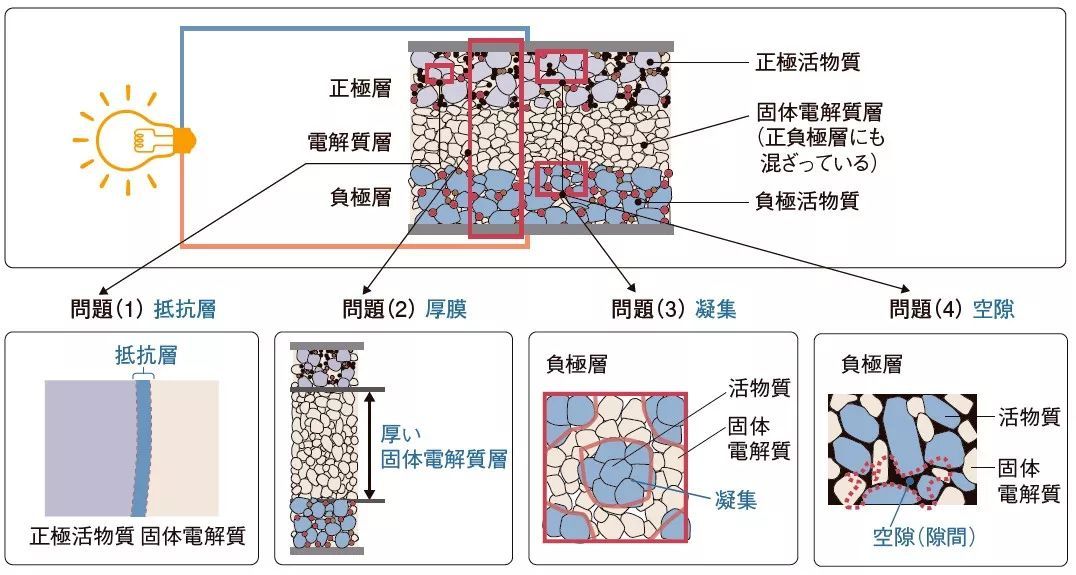
阻碍全固态电池性能改善的四个要素
在正极活性物质与固体电解质界面产生的(1)所提到电阻层时,所产生的问题是使得锂(Li)离子无法从界面顺利通过。其结果电池的内阻增加并且输出密度无法提高。根据岩濑先生的说法,“上述阻抗层会造成输出密度下降两位数的程度 “。
上面提到的界面电阻层,主要是由于正极活性材料中的钴(Co),镍(Ni)、锰(Mn)等迁移金属的扩散,与硫化物固体电解质中的硫(S)反应,形成硫化物,而锂离子无法顺利通过该硫化物。
在正极活性材料和固体电解质之间的界面处形成的电阻层
使用钴酸锂的正极活性物质,同时使用磷酸硫化锂(Li7P3S11)作固态电解质时的例子。正极活性物质中的迁移金属钴(Co),与固体电解质中的硫(S)发生反应生产硫化物(硫化钴,Co3S4),形成电阻层。
针对这一问题,丰田的对策是对正极活性物质进行涂覆。通过覆盖活性材料的周围,防止形成电阻层。
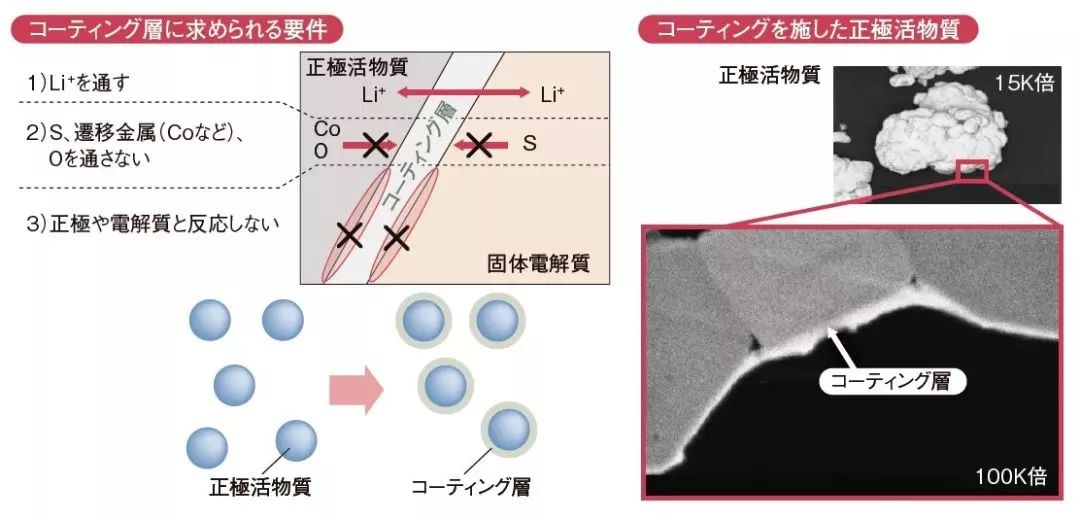
正极活性材料的涂覆层
虽然涂覆层优选是越薄越好因为这样粒子传导性高,但为了避免产生包覆不全,丰田将涂覆层厚度控制在了10nm左右(根据丰田的数据创建)。
根据岩濑先生的说法,对于上述涂覆层有3个要求:“锂离子可通过”,“S,过渡金属,氧(O)等元素无法通过”,“不与正极活性材料和电解质发生反应”。即它不会抑制Li离子的传导并阻止S和过渡金属的移动并防止形成电阻层。更进一步该涂覆层也不会与正极活性物质或固体电解质发生反应造成其劣化或生产其他的阻抗层。而要求不让氧通过的原因是因为正极活性材料中的O如果进入电解质的话,锂的离子导电性会降低,同时产生磷酸盐(Li3PO4)。
涂覆层的一个候选物是铌酸锂(LiNbO3)。丰田以10纳米的厚度涂覆它。涂层越薄,Li离子越容易通过,越好。然而,涂覆越薄就越容易产生缺陷(未涂覆部分),耐久性也会受到影响。 “试验阶段丰田还尝试了5nm和7nm的厚度,但从性能与耐久性的平衡来看,目前10nm是最好的”(岩濑先生)。
通过湿涂工艺覆薄固体电解质层
问题(2)固体电解质层增厚导致的困难点是Li离子的导电性降低。而在全固态电池中,之所以能够具备电池的机能主要就是因为Li离子能从固态电解质中通过。
根据岩濑先生说法,早期的电解质层变厚的原因主要是受限于当时的电芯工艺。在全固态电池开发的早期阶段,制作的电池是直径约10mm的纽扣电池。分别用到正极混合材料(正极活性物质,固体电解质,导电辅助剂)和固体电解质,负极混合材料(负极活性物质,固体电解质),且将各个材料的粒子保持干燥的状态下依次填充在圆筒状的容器内,然后盖上不锈钢制的集电器,上下用螺钉拧紧然后进行加压。这样的方法难以使固体电解质变薄,最高的水平就是将厚度保持为300至500μm。
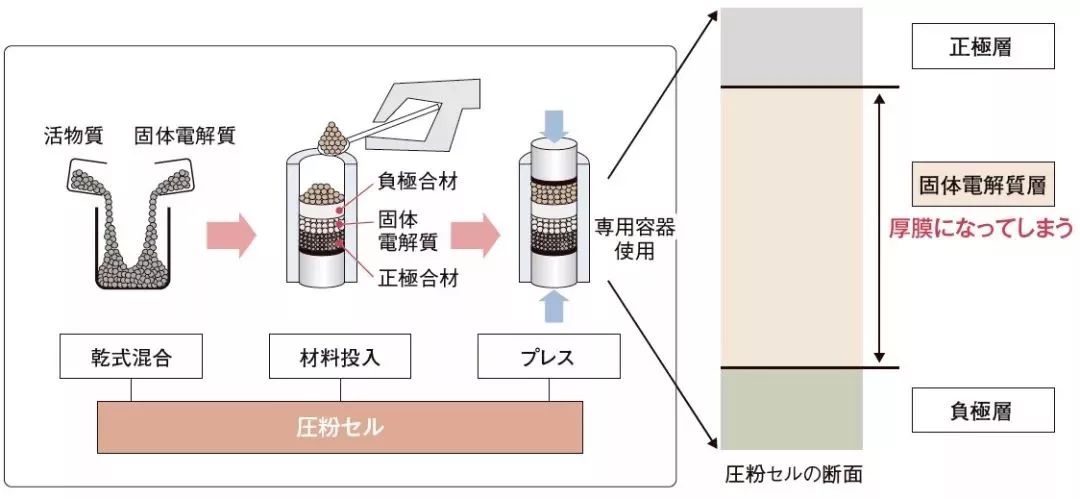
全固态电池开发初期的制造工艺
正极混合材料、固体电解质层、负极混合材料分别在原料干粉状态下混合,然后依次投入圆筒容器内,插入作为集电器的不锈钢板,上下拧紧螺丝加压。固体电解质变厚,无法应对大量生产。
而且,上述工艺也难以应用于大规模生产。如果“大量生产,等于需要将粉末薄薄地涂布在集电体材上面,即使干燥的粉末能够均匀地排列在箔材上,运输的瞬间,就会蓬松乱飞,无法实现高速运输。“
丰田为解决这两个问题所采取的对策就是湿涂法:将干燥的粉末在溶剂中分散制备成浆料,将浆料涂布在箔材上然后进行干燥的工艺。通过干燥除去溶剂,分别形成正极,固体电解质和负极层。
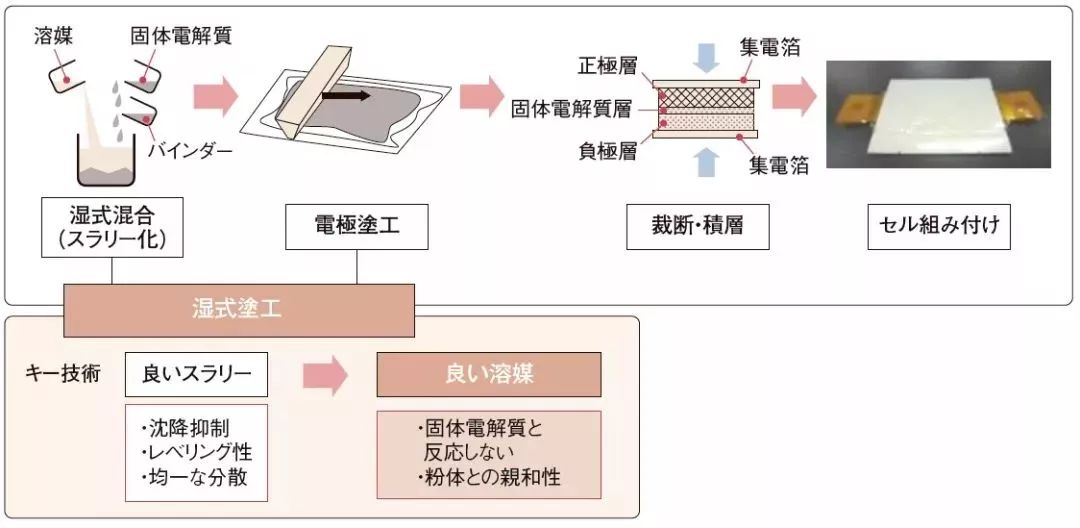
通过湿涂法制备正极,固体电解质和负极
将原料粉末分散在溶剂中以形成浆料(注2:浆料是固体颗粒分散在溶剂中的固液两层状态),将浆料涂布到箔材上并干燥。通过溶剂干燥挥发形成正极,固体电解质和负极层。表面张力在干燥过程中起作用,因此具有易于形成高密度均匀层的优点。
岩濑先生例举了选择湿涂法的原因之一是平整效果。当溶剂蒸发时,表面张力自然地达到相同的高度,同时层被紧固。然而如果是干燥的粉末的话无论如何挤压,密度也不会增加。
此外,湿式涂布法中,将正极混合材料和固体电解质,负极混合材料各自形成的浆料中,混合粘结剂。颗粒间紧密粘结的同时,粒子也被牢固地固定在箔材上,即使运输过程中也不会发生问题。而干粉状态则即使添加粘结剂也难以实现运输。
全固态电池的湿涂法工艺如下:首先,将正极混合材料的浆料薄薄地涂覆在铝(Al)箔上。接下来,将负极混合物材料的浆料薄薄地涂覆在铜(Cu)箔上。另外,将固体电解质的浆料薄薄地涂覆在另一个Al箔上。
然后,分别进行干燥后,将Al箔上涂覆的固体电解质层与负极混合材料层对面重叠进行加压,加压后剥离Al箔,固体电解质层转移到Cu箔的负极混合材料层之上。在此之上,再次对向叠加涂覆正极混合材料的Al箔层,加压形成3层结构,从而制造电芯。
与常规电解液的锂离子电池的电芯制备最大的区别是预制电极的混合材料中混合电解质,然后涂覆在箔材上。常规LiB电池中,正负极片与隔膜贴合后,注入电解液。而全固态电池由于电解质是固态的,无法后期添加。
据岩濑先生所述,通过这样的改善,能够将固体电解质的厚度从300微米〜500微米变薄至20微米〜50微米,离子导电性提高了10倍以上。
事实上,丰田在浆料溶剂中采用了水溶性粘结剂(良好溶剂)和难溶性粘结剂(不良溶剂)两种。因为如果粘结剂覆盖在粒子周围,内阻会变高。通过使用两种溶剂,粒子周围仅能附着部分粘结剂,以此抑制内部阻抗的增加。正极混合材料,固体电解质层和负极混合材料都使用了这样的混合溶剂。
此处关键点是选择溶剂。在硫化物基固体电解质中,由于内部的S容易反应,因此可用的溶剂受到限制。而且,电解质还混合在正负极混合材料中。岩濑先生表示“不与正负极材料反应的溶剂有很多,但是不与硫化物的固体电解质反应的溶剂却很难有,目前LIB电池中常用的溶剂N-甲基-2-吡咯烷酮(NMP)就会与电解质反应。“而且,粘合剂一旦不能在溶剂中溶解,就很难产生粘结的效果,所以能溶解粘结剂也是选择溶剂的条件之一。此外,如上所述,还需要具有粘合剂不同溶解性的两种溶剂(良溶剂和不良溶剂)。
这样它使用不良溶剂与良溶剂搭配的方法。根据岩濑先生说法,丰田的做法是预先将良溶剂和不良溶剂按照一定配比混合制成溶剂,再投入固态电解质以及粘结剂。最初的时候,良溶剂比例较高,结果粘结剂会完全溶解分散,将其涂布然后进行干燥,在干燥过程中首先蒸发沸点低的良溶剂。由此导致不良溶剂的比例迅速增加,就会使粘合剂凝结并部分地附着在颗粒周围。
专注于搅拌和压制工艺
问题(3)提到的正负极内的活性物质凝集,所造成的问题主要是由于凝集导致活性物质的表面积会减小。活性材料通过表面接触电解质颗粒或导电助剂来交换Li离子和电子。如果电解质和活性材料之间的接触面积减小,Li离子和电子的导电性降低,也会造成内阻增加。
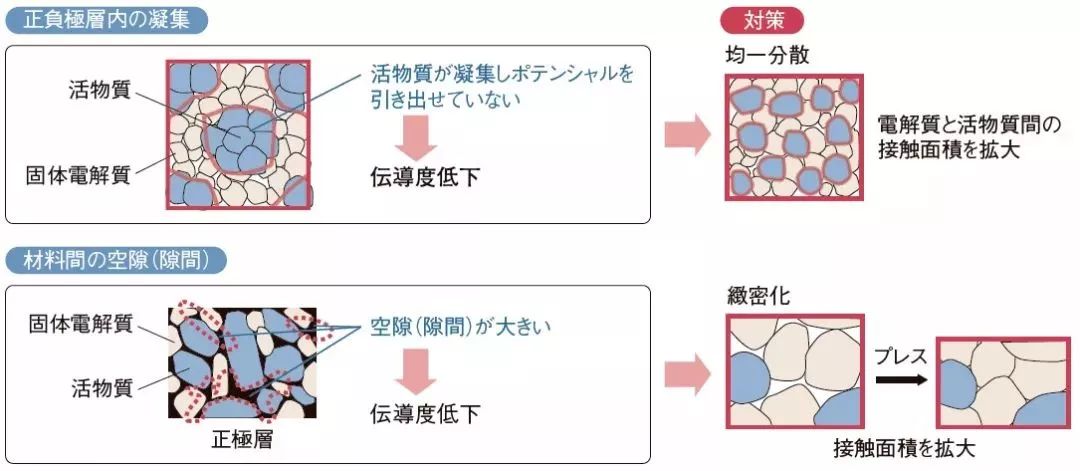
电池制造阶段,活性材料的团聚和空隙问题及其措施
两者都能造成锂离子或电子的导电性降低。对此,丰田通过摸索能使活性物质均一分散的浆料搅拌方法,以及寻求合适的加压方法使电极形成致密化。
因此,丰田采用的对策方法是在浆料阶段使活性物质均一分散,防止凝集。具体来说就是利用旋流来实现。
根据岩濑先生说法,使用两个直径略有不同的管状容器同心叠加,内部容器在圆柱形表面上具有许多孔,同时将浆料投入内侧的容器并使之高速旋转,浆料甩入空孔与外侧容器的微小间隙间。通过在该间隙中对浆料加入剪切力,凝集的2次粒子松动成最小单位的1次粒子,而1次粒子则粉碎成为更微细颗粒,实现颗粒的更均一分散。(注3:事实上,丰田对固态电解质同样进行了均一分散。使用的是超声波均质装置。与使用旋流装置不同,剪切力对颗粒不起作用,因为它通过用超声波振动来搅动颗粒。二级颗粒仅松散成初级颗粒,但据说这更适合固态电解质浆料。)
另一方面,(4)所提到的正负极间的空隙所造成的问题则是因为Li离子和电子的导电性降低。而作为对策,则是通过电极的致密化以及对电极的加压来实现。(注4:有一个缺点是电极密度降低,能量密度降低。)
这里的重点是加压方法,丰田最初检讨的有三个方案:平压和辊压以及冷间静水液压(CIP),而最终则是选择了CIP。
在纽扣电池的情况下,电芯加压所需要的力约为每cm2需要49kN。对于车载电池,面积约为200~300cm2,因此所需压力增加到9.8 M~14.7 MN。如果采用平压方式,则需要一台非常巨大的设备,很难实现。而辊压则会出现“电极卷翘,或是端部突出,或是端部欠缺等的问题。
与此相对,CIP则是将电芯投入防水袋包装内然后将其抽真空,放入盛水的容器中,通过水泵使水压上升形成压力。由于能够360度均匀施加压力,电极不会发生卷翘,多余或欠缺的情况。而且,可以小至1.5平方米的小型设备就能进行操作。(注5:最大的问题是提高水的压力需要时间,因此在大规模生产的情况下,有必要缩短它。在CIP中,将电芯放入容器后,必须提高水的压力。)
这些技术构成了丰田全固态电池的基础,在此基础之上,丰田公司还会通过进一步的改良,来实现超越现有LIB性能的的全固态电池。此外,未来,可对应5V级高电压化的正极,或是S正极,硅(Si)系负极,以及安全性能上比硫化物系更优秀的氧化物系电解质的活用,也会作为下一步的讨论对象。丰田的岩濑先生表示,“目标是实现大约1000wh/ L的体积能力密度”,而且这一目标潜力将非常之大。
-
EMC 四大设计技巧2012-08-17 0
-
工程师手记:FPGA学习的四大误区2012-08-17 0
-
视频图像处理的四大技术2016-07-23 0
-
四大led显示屏技术问题2017-05-16 0
-
【四大看点,四大挑战】2018汽车安全质量高峰论坛2018-04-09 0
-
手持终端在服装零售行业的四大应用2018-08-27 0
-
传感器遍布全球的四大关键需求2018-10-18 0
-
集成电路应用四大技术比较2019-07-25 0
-
什么是PCB射频电路四大基础?2019-08-21 0
-
排查EMI问题的四大实用性技巧精选2019-09-16 0
-
Java互联网四大项目开发案例教学2020-06-16 0
-
电机型号的四大组成部分2021-01-21 0
-
Android的四大组件分别是什么2021-12-23 0
-
投影手机的四大技术难题2010-04-20 1093
-
虚拟现实技术必须攻破的四大难题都在这了2016-11-18 1102
全部0条评论

快来发表一下你的评论吧 !
