

回流焊机的使用_回流焊机工作原理
电子说
描述
回流焊机也叫再流焊机或“回流炉”,它是通过提供一种加热环境,使焊锡膏受热融化从而让表面贴装元器件和PCB焊盘通过焊锡膏合金可靠地结合在一起的设备。回流焊机根据技术的发展分为:气相回流焊、红外回流焊、远红外回流焊、红外加热风回流焊和全热风回流焊、水冷式回流焊。是伴随微型化电子产品的出现而发展起来的焊接技术,主要应用于各类表面组装元器件的焊接。
回流焊机操作使用步骤
第一步:检查回流焊机里面是否有杂物,操持好清洁,确保安全后再开机,选择生产程序开启温度设置。
第二步:由于回流焊机导轨宽度要根据PCB宽度进行调节,所以要开启运风、网带运送,冷却风扇。
第三步:回流机温度控制有铅高(245±5),无铅产品炉温控制在(255±5),预热温度:80~110。根据焊接生产工艺给出的参数严、格控制回流焊机电脑参数设置,每天按时记录回流焊机参数。
第四步:按顺序先后开启温区开关,待温度升到设定温度时即可开始过、PCB、板,过板注意方向。保证传送带的连续2块板间的距离不低于10mm。
第五步:将回流焊机输送带宽度调节到相应位置,输送带的宽度及平整度与线路板相符,检查待加工材料批号及相关技术要求。
第六步:小型回流焊机不得时间过长、温度过高引起铜铂起泡现象;焊点必须圆滑光亮,线路板必须全部焊盘上锡;焊接不良的线路必须重过,二次重过须在冷却后进行。
第七步:要戴手套接取焊接PCB,只能接触PCB边沿,每小时抽检10个样品,检查不良状况,并记录数据。生产过程中如发现参数不能满足生产的要求,不能自行调整参数,必须立即通知技术员处理。
第八步:测量温度:将传感器依次插到测试仪的接收插座中,打开测试仪电源开关,把测试仪置于回流焊内与旧PCB板起过回流焊,取出用计算机读取测试仪在过回流焊接过程中的记录的温度数据,即为该回流焊机的温度曲线的原始数据。
第九步:将已焊好的板按单号、名称等分类放好,以防混料产生不良。
回流焊机使用注意事项
1、温度控制范围符合说明书指标,控制精度±2.0以内;
2、速度控制符合说明书指标,精度控制在±0.2m/min以内;
3、基板运动横向温差(≤150mm间距)在±10.0以内;
4、加热器外观完整,电气连接可靠。热风风机运转平稳,噪音;
5、导轨调节自如,且保持平行。传送基板有效宽度符合说明书指标;
6、操作系统工作正常,仪器、仪表外观完好,指示准确,读数醒目,在合格使用期限内;
7、电器装置齐全,管线排列有序,性能灵敏可靠;
8、设备内外定期保养,黄袍,油垢。
回流焊机工作原理
热风回流焊机的基本原理比较简单,它先对PCB板的表面贴装元件(SMD)焊盘印刷锡膏,然后通过自动贴片机把SMD贴放到预先印制好锡膏的焊盘上。后,通过回流焊接炉,在热风回流焊机炉中逐渐加热,把锡膏融化,称为回流(Reflow),接着,把PCB板冷却,焊锡凝固,把元件和焊盘牢固地焊接到起。在热风回流焊机中,焊盘和元件管脚都不融化。
热风回流焊机总体结构主要分为三大主体部分。
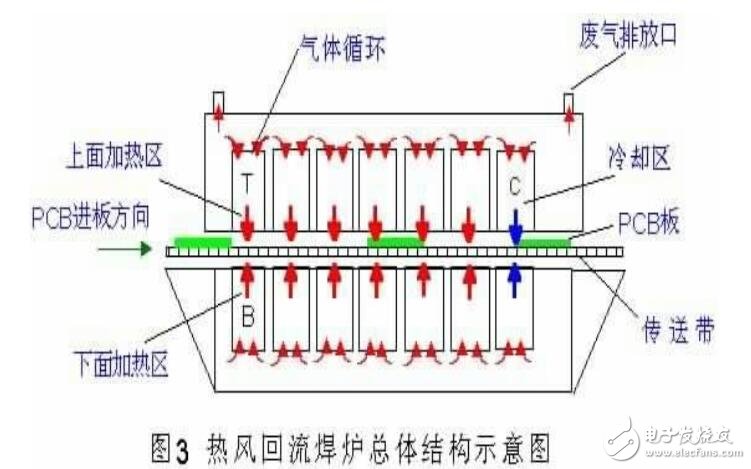
如图炉体分为上下两个密封箱体,中间为传送带。部分炉体的长短主要根据加热区和冷却区的多少而不同,目前的回流炉的加热区有4~10个区不等,冷却区有1~2个区不等,也有的炉不带冷却区,让PCB板出炉后在空气中自然冷却。每个温区的温度可编程设定,般可设温度范围从室温到275度左右(视厂设定),回流焊炉另个重要的区别在于它是否具备进行充氮气焊接的能力,或是只能在空气环境下焊接。用户般可根据自己的用途来选择炉体的长短和炉子的气体环境要求。
1.加热区结构
炉体内每个加热区的结构都是样的。在上下加热区各有个马达驱动叶轮高速旋转,产生空气或氮气的吹力。气体经加热丝或其它材料加热后,从多孔板里吹出,打到PCB板上。有的回流炉的马达转速是可编程调节的,如力锋ROHS-848,可从1000~2800RPM,而有的炉是厂出厂时已固定的,如BTU炉厂出厂时已定为高转速约3000RPM。马达转速越快,风力越大,热交换能力越强。通过测量气体吹出的风压,可以监控马达的运转是否正常。由于回流过程中锡膏中助焊剂的挥发,可能凝结在叶轮上,降低风的效率,导致温度回流曲线的减低。因此有必要定期检查和清洁叶轮。
2.温度控制
热风回流焊机的每个加热区的温度控制都是立的闭环控制系统。温度控制器通过PID控制把温度保持在设定值。温度传感器采用的热偶线装在多孔板的下面,感应气流的温度。如果加热区的温度出现异常,例如不加温,或加温缓慢,般需要检查固态继电器是否正常,加热区的加热器是否老化需要更换(般使用多年的回流炉容易出现这个问题)。若出现温度显示错误,般是热偶线已损坏。
3.冷却区结构
PCB板经过回流焊接后,必须立即进行冷却,才能得到很好的焊接效果。因此在回流焊炉的后都是有个冷却区。冷却区的结构是个水循环的热交换器。冷却风扇把热气吹到循环水换热器后,经降温的气体再打到PCB板上。热交换器内的热量经循环水带走,循环水经降温后再流回换热器。
由于在冷却系统中,助焊剂(Flux)容易凝结,因此必须定期检查和清洁助焊剂过滤器上的助焊剂,否则热循环效率的下降会减低冷却系统的效率,使冷却变差,导致产品的焊接质量下降。过热焊接的PCB板的长期稳定性会下降。
虽然不同厂的回流炉的冷却区的结构不尽相同,但基本的原理是样的。冷却区般有双面冷却和单面冷却两种结构。单面冷却是指只在传送带的上面装有冷却系统,而双面冷却在传送带上下两面都有冷却系统。由中可以看出冷却区由热交换器和冷却风扇组成。般来讲,用单面的冷却就可以满足普通电子产品的冷却需要.
- 相关推荐
- 热点推荐
- 回流焊机
-
SMT回流焊机使用注意事项2022-06-15 1751
-
回流焊机的操作规程2021-06-08 2915
-
回流焊机正确操作步骤介绍2021-05-07 3721
-
回流焊机常见的故障有哪些,是由什么原因造成的2021-01-28 2575
-
如何正确选择回流焊机,需要注意哪些方面2021-01-20 2099
-
回流焊机是什么,它的应用领域有哪些2021-01-07 3277
-
回流焊机的操作流程和步骤是怎样的2020-07-08 10385
-
标准回流焊机和无铅回流焊机的技术参数指标2020-06-11 8122
-
标准八温区回流焊机的控制系统和性能特点2020-06-03 4213
-
小型回流焊机工作流程_小型回流焊操作步骤及注意事项2020-04-15 4432
-
如何正确设置回流焊机的温度,有什么方法2020-03-31 7177
-
贴片机和回流焊机区别在哪里2018-04-08 11732
-
8bit PSoC 及回流焊机应用2006-06-30 1079
全部0条评论

快来发表一下你的评论吧 !
