

pcb塞孔工艺流程
PCB制造相关
描述
pcb塞孔工艺流程
对于表面贴装板,尤其是BGA及IC的贴装对导通孔塞孔要求必须平整,凸凹正负1mil,不得有导通孔边缘发红上锡;导通孔藏锡珠,为了达到客户的要求,导通孔塞孔工艺可谓五花八门,工艺流程特别长,过程控制难,时常有在热风整平及绿油耐焊锡实验时掉油;固化后爆油等问题发生。现根据生产的实际条件,对PCB各种塞孔工艺进行归纳,在流程及优缺点作一些比较和阐述:
注:热风整平的工作原理是利用热风将印制电路板表面及孔内多余焊料去掉,剩余焊料均匀覆在焊盘及无阻焊料线条及表面封装点上,是印制电路板表面处理的方式之一。
1、热风整平后塞孔工艺
此工艺流程为:板面阻焊→HAL→塞孔→固化。采用非塞孔流程进行生产,热风整平后用铝片网版或者挡墨网来完成客户要求所有要塞的导通孔塞孔。塞孔油墨可用感光油墨或者热固性油墨,在保证湿膜颜色一致的情况下,塞孔油墨最好采用与板面相同油墨。此工艺流程能保证热风整平后导通孔不掉油,但是易造成塞孔油墨污染板面、不平整。客户在贴装时易造成虚焊(尤其BGA内)。所以许多客户不接受此方法。
2、热风整平前塞孔工艺
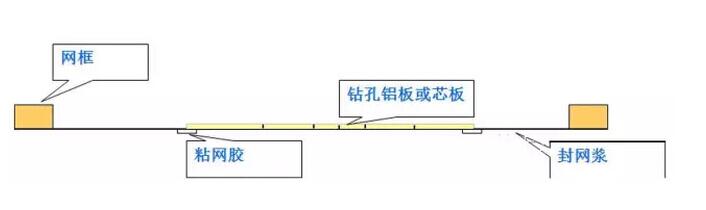
2.1用铝片塞孔、固化、磨板后进行图形转移
此工艺流程用数控钻床,钻出须塞孔的铝片,制成网版,进行塞孔,保证导通孔塞孔饱满,塞孔油墨塞孔油墨,也可用热固性油墨,其特点必须硬度大,树脂收缩变化小,与孔壁结合力好。工艺流程为:前处理→塞孔→磨板→图形转移→蚀刻→板面阻焊。
用此方法可以保证导通孔塞孔平整,热风整平不会有爆油、孔边掉油等质量问题,但此工艺要求一次性加厚铜,使此孔壁铜厚达到客户的标准,因此对整板镀铜要求很高,且对磨板机的性能也有很高的要求,确保铜面上的树脂等彻底去掉,铜面干净,不被污染。许多PCB厂没有一次性加厚铜工艺,以及设备的性能达不到要求,造成此工艺在PCB厂使用不多。
2.2用铝片塞孔后直接丝印板面阻焊
此工艺流程用数控钻床,钻出须塞孔的铝片,制成网版,安装在丝印机上进行塞孔,完成塞孔后停放不得超过30分钟,用36T丝网直接丝印板面阻焊,工艺流程为:前处理——塞孔——丝印——预烘——曝光一显影——固化。
用此工艺能保证导通孔盖油好,塞孔平整,湿膜颜色一致,热风整平后能保证导通孔不上锡,孔内不藏锡珠,但容易造成固化后孔内油墨上焊盘,造成可焊性不良;热风整平后导通孔边缘起泡掉油,采用此工艺方法生产控制比较困难,须工艺工程人员采用特殊的流程及参数才能确保塞孔质量。
2.3铝片塞孔、显影、预固化、磨板后进行板面阻焊。
用数控钻床,钻出要求塞孔的铝片,制成网版,安装在移位丝印机上进行塞孔,塞孔必须饱满,两边突出为佳,再经过固化,磨板进行板面处理,其工艺流程为:前处理——塞孔一预烘——显影——预固化——板面阻焊。
由于此工艺采用塞孔固化能保证HAL后过孔不掉油、爆油,但HAL后,过孔藏锡珠和导通孔上锡难以完全解决,所以许多客户不接收。
2.4板面阻焊与塞孔同时完成。
此方法采用36T(43T)的丝网,安装在丝印机上,采用垫板或者钉床,在完成板面的同时,将所有的导通孔塞住,其工艺流程为:前处理--丝印--预烘--曝光--显影--固化。
此工艺流程时间短,设备的利用率高,能保证热风整平后过孔不掉油、导通孔不上锡,但是由于采用丝印进行塞孔,在过孔内存着大量空气,在固化时,空气膨胀,冲破阻焊膜,造成空洞,不平整,热风整平会有少量导通孔藏锡。目前,我公司经过大量的实验,选择不同型号的油墨及粘度,调整丝印的压力等,基本上解决了过孔空洞和不平整,已采用此工艺批量生产。
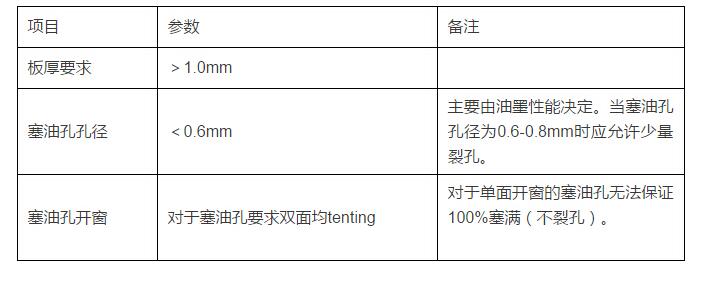
塞孔制程对PCB的要求
-
pcb制作工艺流程2009-03-31 1356
-
PCB基本知识及工艺流程2016-07-21 444
-
带你看清PCB生产工艺流程2018-03-06 44967
-
PCB蚀刻工艺原理_pcb蚀刻工艺流程详解2018-05-07 40990
-
PCB详细工艺流程介绍2018-10-05 33597
-
PCB的生产工艺流程资料免费下载2019-03-07 1588
-
PCB样板拼板的工艺流程介绍2019-07-12 2493
-
pcb板制作的湿膜工艺的介绍2019-05-07 8757
-
PCB印刷的制造工艺流程2019-05-22 6438
-
带你了解PCB制造复杂的工艺流程2020-09-14 6444
-
pcb内层的制作工艺流程2020-09-19 9603
-
PCB生产工艺流程第2步:层压2023-02-22 2811
-
PCB生产工艺流程第3步:钻孔2023-02-23 1547
-
PCB图形电镀工艺流程说明2023-03-07 2618
-
PCB生产工艺流程.zip2022-12-30 816
全部0条评论

快来发表一下你的评论吧 !
