

波峰焊温度如何设定_波峰焊焊接温度标准
工艺/制造
描述
波峰焊温度如何设定
波峰焊对预热的要求是要从低温(80度)以斜坡上升至高温度(130度以下),一般刚开机预热要升温5-10分钟,预热的时间一般都是120秒,机板的受热温度要在180度以下、无铅波峰锡槽的最佳温度250-265度。要是有过炉治具的话就要温度可以打到170度以下,预热段的温度要从低到高的设置,相邻的预热区温度相差最好在10度左右!一般刚开机预热要升温5-10分钟,预热的时间一般都是120秒,线路板的受热温度要在180度以下、有铅波峰焊锡槽230+/-20摄氏度、无铅波峰锡槽的最佳温度250-265度。
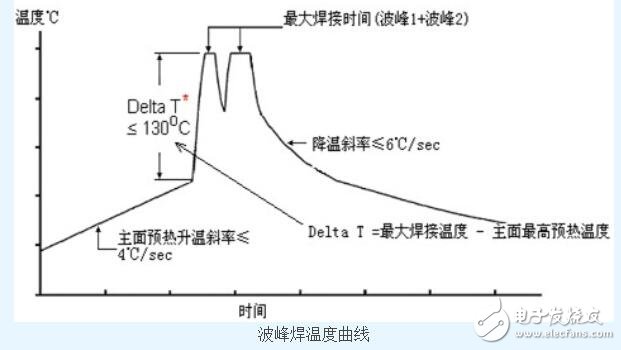
有铅波峰焊三段预热区及锡炉温度的设定:单面板有铅焊接工艺:运输速度:1.5米/分钟;预热1:120℃、预热2:130℃、预热3:140℃;锡炉温度230+/-20摄氏度。这样设置的话板面温度有85℃;板底温度有100℃、双面板有铅焊接工艺:运输速度:1.2米/分钟;预热1:130℃、预热2:140℃、预热3:150℃;锡炉温度245℃-252℃。这样设置的话板面温度有95℃;板底温度有110℃、具体的实际参数都要用专业的炉温曲线测试仪来测量才可以、如果这个参数没有达到焊接工艺的话、还要调整参数、在进行测试、达到标准为止。
无铅波峰焊的预热区温度升温速率一般控制在1.2~1.6℃/s(秒),预热区温度一般不超过160℃,保温区温度控制在160~170℃,波峰区峰值温度一般控制在250-265度,并且温度的维持时间在10~15秒,从升温到峰值温度的时间应维持在三分半到四分钟左右
温度曲线测试线路板上取点问题:准备测试前线路板上的取点是取决于测试仪端口的多少来决定的,有的仪器有4个端口,有的有6个,测试板越大,取的点就越多,有的客户是有要求的,点越多,参考的范围就越大,便于观察你整个测温板的温度受热均匀度。板面一般只要一根线就可以了,除非客户有特殊要求。
波峰焊焊接温度标准
1、焊接温度
波峰焊焊接温度是影响焊接质量的一个重要的工艺参数。当焊接温度过低时,焊料的扩展率、润湿性能变差,由于焊盘或元器件焊端不能充分的润湿,从而产生虚焊、拉尖、桥接等缺陷;当焊接温度过高时,则加速了焊盘、元器件引脚及焊料的氧化,易产生虚焊。焊接
温度应控制在250+5C. ;
2、预热温度
预热的作用是使助焊剂中的溶剂充分挥发,以免印制板通过焊锡时,影响印制板的润湿和焊点的形成;使印制板在焊接前达到一-定温度,以免受到热冲击产生翘曲变形。--般预热
温度控制在180~ 200C,预热时间1 ~分钟。
3、轨道倾角
轨道倾角对焊接效果的影响较为明显,特别是在焊接高密度SMT器件时更是如此。当
倾角太小时,较易出现桥接,特别是焊接中,SMT器件的遮蔽区更易出现桥接;而倾角过大,
虽然有利于桥接的消除,但焊点吃锡量太少,容易产生虚焊。因此轨道倾角应控制在5°~7°之间。
4、波峰高度
波峰的高度会因焊接工作时间的推移而有一些变化,应在焊接过程中进行适当的修正,以保证理想高度进行焊接,以压锡深度为PCB厚度的1/2 - 1/为准。
-
波峰焊技术入门:原理、应用与行业标准2025-05-29 2346
-
PCBA 加工必备知识:选择性波峰焊和传统波峰焊区别大揭秘2025-05-08 2215
-
什么是波峰焊?波峰焊接缺陷原因分析及对策2024-01-15 2759
-
波峰焊的推荐焊接条件2023-05-11 620
-
波峰焊焊接温度曲线设置要求2022-06-17 7116
-
波峰焊连接过程设置和温度曲线参数控制要求2022-06-10 10405
-
无铅波峰焊温度设置规范及建议2022-04-16 7509
-
波峰焊的焊接温度一般要控制在多少范围之内2021-01-11 17685
-
波峰焊定期维护和波峰焊的日常保养方法注意事项2020-06-20 3701
-
一文知道波峰焊焊接工艺调试技巧2019-10-01 5705
-
波峰焊原理_波峰焊温度2019-04-29 10052
-
波峰焊参数设定标准有哪些? 浅谈波峰焊参数设定标准2018-08-01 23072
-
波峰焊温度曲线图及温度控制标准介绍2017-12-20 52434
-
波峰焊接后产品虚焊的解决2017-06-29 5346
全部0条评论

快来发表一下你的评论吧 !
