

理论结合实际,软包装锂电池胀气问题!
描述
本文对软包装锂离子电池生产过程中的胀气类型及原因进行了分析,并从材料体系优化及工艺控制等方面给出了抑制产气发生的相关措施,对软包装锂离子电池的制程优化和产品品质提升具有重要意义。
电池的能量密度要求不断提高,电池的尺寸空间也越来越小,软包装锂离子电池稍有气胀现象就会影响用电器使用,降低电池性能,严重时将会撑破包装铝箔,造成漏液腐蚀危险。
因此了解电池胀气产生的原因掌握抑制胀气方法,对保证电池性能,提高其循环寿命及安全性能有重要意义。本文结合生产实际,分析气胀的类型和产生的可能原因,并提出解决方案,供大家参考。
一、气体产生的类型
软包装锂离子电池气体的产生分为正常产气和异常产气两种。正常产气是指在电芯生产工艺过程中的化成工序,SEI膜的形成过程中伴随产生的,常称为化成产气。此种气体一般可暂时存放于气袋中,并于后续工序中排出,对电芯不产生明显影响。
异常产气是指,当气袋切除,封装完成后,由于电池内部发生异常造成气体量过多,此种情况下气体不能排出,引起电芯鼓胀,影响用电器使用,且会对电芯造成性能恶化。当内部压力过大时,容易撑开包装铝箔,造成漏液、腐蚀等严重损害。因此了解电芯整个产气过程,防止异常产气发生是软包装锂离子电池生产的关键。
1 化成产气
化成产气是指在电芯制造工艺过程的化成工序,也即电池的首次充电过程中,电解液在电极表面发生了氧化、还原反应,形成固体电解质膜(SEI膜)时伴随着产气;中国电子科技集团公司第十八研究所的陈益奎等研究了正极、负极产气量对比与气体成分分析,得出电池出化成阶段产气主要集中在电池负极。厦大宝龙电池研究所的黄丽等人详细研究了不同化成电压下,所产生的气体种类和数量。
研究结果表明,在2.5V以下,产气主要为H2和CO2;2.5V以后,EC少量开始分解,产物主要为C2H4;3V后,电解液中DMC和EMC开始分解,产气除了C2H4外,还包含CH4和C2H6等烷烃;电压超过3.8V,EC分解的产物C2H4基本消失。电压在3.0~3.5V,化成过程产气量最大,表明在3.5V时,为SEI膜的主要成膜区。
SEI膜离子导通电子不导通,在结构上由两层组成,内层为致密稳定的无机层,外层为多孔疏松的有机层,厚度在2nm到几十纳米之间,外层有机产物层,具有一定的柔韧性,可以提高整个膜层的机械强度和完整性,有效阻隔溶剂分子在电极表面持续的还原反应,因此,3.5V以后由于SEI膜的阻隔作用,产气基本完成,产气量迅速下降。在SEI膜形成过程中EC的分解包括一电子反应和二电子反应两种:
其中一电子反应形成烷基碳酸锂并伴随大量乙烯气体产生,如下(1)和(2)所示;

二电子反应主要形成碳酸锂和CO气体,如反应(3)~(5)所示:
较好的电解液和合适的材料匹配可以产生优良稳定的SEI膜,不仅能有效阻隔电解液分解,提高首次效率,而且后续因SEI的溶解和再生所产生的气体量少,因此有效选择材料和电解液体系可以降低化成产气量,提高电池综合性能。
2 异常产气
在软包电池生产工艺过程中,有很多因素可以导致异常产气,其中分为几大类:一是电芯本身成膜不稳定,在后续的循环过程中,负极表面的SEI膜可能脱落或者变疏松,并进行SEI膜重构,伴随气体产生;二是电芯内部水含量超标导致;三是电池内短路导致异常产气;四是高温存储过程产气;五是过充过放产气。
其中,成膜的致密和稳定是电芯性能得以保障的前提,水含量超标和电池内短路是生产过程中经常出现的问题。下面将对这几种情况进行简要分析。
二、 异常产气原因分析
1 水含量异常胀气
由于整个电池体系对水分的敏感性,虽有大量研究认为痕量水分的存在产生的LiF使得SEI膜性能更稳定,但当有过量水分的存在时,不但消耗锂盐量增加,降低电池性能,而且还会伴随大量气体产生,使电池发生气胀,导致电池失效,当负极有锂析出时遇到水会发生剧烈反应产生热量引发更为严重的安全问题。所以,水分控制是锂离子电池生产的前提,也是软包装电池在生产过程中需要严格控制的工艺参数。
水分超标电芯的表现集中有两点:一是气体成分中氢气含量明显增大,二是从化成容量来看,胀气电芯比正常电芯容量更小。这是由于水分在电芯内部会发生一系列的反应,造成大量副反应气体产生,引起胀气。在整个反应过程中首先是水分本身在充电时被电解,产生氢气,如反应(15)所示;其次是水与电解液中锂盐发生反应,生成氟化氢气体,此种气体还会腐蚀铝箔。
从表1的气体成分分析对比可以很明显地看出,水含量异常导致的胀气电芯中氢气的含量明显增多,放置时产生的HF极易与铝箔发生腐蚀反应,因此气体成分中未检测到HF的存在。
表1 正常电芯和胀气电芯气体成分分析

水含量的引入使得电池内部发生副反应,造成界面破坏,化成过程中极化增大,很容易达到充电电位,使得充电时间普遍比正常电芯小,因此充电容量比正常电芯更小(图1)。
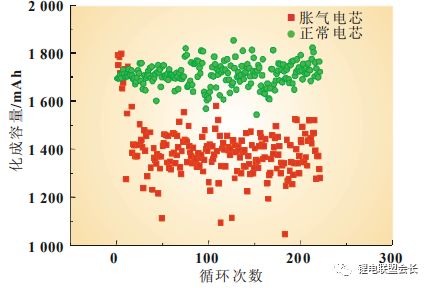
图1 胀气电芯与正常电芯化成充电容量对比
电芯内部水含量超标,引发原因有多种,但大致可分为两大类:一种是由于封装不良,后续空气中的水分进入电芯内部导致;另一种是生产工艺过程中水分控制不良导致,如膜片未烘干即进行注电解液操作;干燥房水含量超标;电解液在使用过程中引入了水分等。如图2所示,随着时间增加,裸电芯内部水含量不断增加,真空烘烤后的裸电芯应及时进行注液封口,防止随着放置时间的增长水分又重新进入膜片,导致后续的胀气发生。
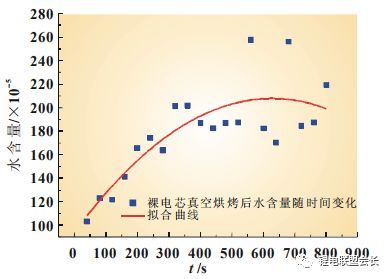
图2 真空烘烤后裸电芯随时间增加水含量变化曲线
2 内短路胀气
电池在生产过程中,当有内短路点出现时,局部温度急剧升高,导致电解液分解,对此种胀气电池的气体成分进行分析发现CO2含量大大增加,这是由于电解液在高温和痕量水的存在下与LiPF6的分解产物PF5发生反应(20)和(21),使得CO2量明显增加,发生气胀。

由于内短路发生时,温度可以达到200℃以上,并使隔膜烧灼碳化,此种电芯拆解时一般可以发现烧灼的短路点,且在高温下正极Li0.5CoO2发生分解产生的氧气加速了电解液中主要溶剂EC的分解,如下面反应所示,使得气体鼓胀一般较为严重(表 2)。
表 2 正常电芯和胀气电芯的气体成分对比

3 高温存储及过充过放胀气
在高温存储及过充过放过程中,LiCoO2处于亚稳状态,极不稳定,会发生如下分解反应,如(22)~(24)所示:

此外,当SEI膜稳定性较低时,膜外层与电解液接触的有机层会随着温度的升高发生溶解,如(CH2OCO2Li)2作为SEI膜烷基酯锂层的主要成分,很不稳定,易发生如(25)的分解反应,产生气体,电芯发生鼓胀;

三、 抑制异常产气的措施
在正常电压范围内,产气量较少,而且大多为碳氢化合物,当有异常产气发生时,会产生大量气体,破坏电极界面结构,导致电解液分解失效,严重时冲破封装区造成漏液,腐蚀危险。
抑制异常产气需要从材料设计和制造工艺两方面着手。
首先要设计优化材料及电解液体系,保证形成致密稳定的SEI膜,提高正极材料的稳定性,抑制异常产气的发生。针对电解液的处理常常采用添加少量的成膜添加剂的方法使SEI膜更均匀、致密,减少电池在使用过程中的SEI膜脱落和再生过程产气导致电池鼓胀。
相关研究已有报道并在实际中得到应用,如哈尔滨理工大学的成夙等报道,使用成膜添加剂VC可以减少电池气胀现象。但研究多集中在单组分添加剂上,效果有限。华东理工大学的曹长河等人,采用VC与PS复合作为新型电解液成膜添加剂,取得了很好的效果,电池在高温搁置和循环过程中产气明显减少。
研究表明,EC、VC形成的SEI膜组分为线性烷基碳酸锂,高温下附在LiC的烷基碳酸锂不稳定,分解生成气体(如CO2等)而产生电池鼓胀。而PS形成的SEI膜为烷基磺酸锂,虽膜有缺陷,但存在着一定的二维结构,附在LiC高温下仍较稳定。当VC和PS复合使用时,在电压较低时PS在负极表面形成有缺陷的二维结构,随着电压的升高VC在负极表面又形成线性结构的烷基碳酸锂,烷基碳酸锂填充于二维结构的缺陷中,形成稳定附在LiC具有网络结构的SEI膜。此种结构的SEI膜大大提高了其稳定性,可以有效抑制由于膜分解导致的产气。
此外由于正极钴酸锂材料与电解液的相互作用,使其分解产物会催化电解液中溶剂分解,所以对于正极材料进行表面包覆,不但可以增加材料的结构稳定性,还可以减少正极与电解液的接触,降低活性正极催化分解所产生的气体。因此,正极材料颗粒表面形成稳定完整的包覆层也是目前的一大发展方向。
其次要严格控制制造工艺过程参数,保证封装可靠性,防止电池内部水分过量引起的胀气,控制方法如下:
(1) 电芯卷绕完成后干燥充分,防止膜片中水分含量超标;
(2) 严格控制真空烘烤后电芯到注液时间及干燥房湿度;
(3) 保证注液手套箱密封性;
(4) 控制电解液中水分和游离酸含量;
(5)规范电解液存储环境及密封条件,防止电解液在使用及存放过程中进入过量水分;
(6) 采用闭口加压化成或者外置气囊化成后抽真空封口排气;
(7) 采用多步化成和高温搁置工艺,保证产气完全;
(8) 提高封装可靠性。
四、 总结
胀气的产生主要有正常化成产气和异常产气,要想抑制电池后期的异常产气,需要从材料设计优化和工艺控制两方面着手;选用具有稳定完整包覆层的正极材料,阻隔电解液与正极反应分解,匹配具有成膜添加剂的电解液,有效保证SEI膜的稳定性是抑制产气发生的前提,工艺过程中要保证封装可靠性,加强控制水及氧气等体系敏感物质进入电池内部是有效解决电池胀气的途径。
-
回收锂电池,回收动力电池,回收软包电池,回收动力电池模组,回收圆柱电池,锂电池回收,圆柱电池回收2022-02-23 0
-
锂电池放电均衡2013-10-22 0
-
动力型锂电池与普通锂电池的差别2016-01-07 0
-
【转】锂电池长期充满电存放有什么危害2016-09-03 0
-
【转】锂电池经常满电存放有什么危害?2016-10-03 0
-
锂电池VS聚合物锂电池,谁才是未来的主角?2018-08-17 0
-
回收锂电池 回收锂电池模组 回收软包锂电池回收 回收圆柱锂电池 回收动力锂电池回收2021-10-30 0
-
本公司大量回收汽车退役底盘电池包,电动车锂电池,库存B品锂电池,新能源汽车锂电池时空模组电池包2021-12-26 0
-
本公司大量回收汽车退役底盘电池包,回收电动车锂电池,回收库存B品锂电池,回收新能源汽车锂电池2022-01-07 0
-
什么叫软包锂电池2018-02-03 7004
-
软包锂电池胀气怎么办_软包锂电池胀气还能用吗2018-02-04 34427
-
钛酸锂电池胀气机理与抑制解析2018-02-23 8723
-
软包锂电池与锂电池包及铝壳锂电池的区别在哪里?2019-06-13 6409
-
隔膜对锂电池的作用及影响2019-06-13 15621
-
钛酸锂电池实际寿命_钛酸锂电池电压范围2020-03-23 26212
全部0条评论

快来发表一下你的评论吧 !
