

技术 | 基于PLC技术的VIGAN卸船机控制系统故障诊断
电子说
描述
随着技术的发展,可编程控制器(plc)的功能已经大大超过了逻辑控制的范围,作为一种成熟稳定可靠的控制器,目前plc已经在工业控制中得到了越来越广泛的应用。在工业生产过程控制中,它具有可靠性高、抗干扰能力强,在恶劣的生产环境里,仍然可以十分正常地工作等优点。作为plc本身,它的故障发生率非常低,但对以plc为核心的plc控制系统而言,组成系统的其他外部元器件(如传感器、断路器和执行器等)和软件本身则很可能发生故障,从而使整个系统发生故障,有时还会烧坏plc,使整个系统瘫痪,造成极大的经济损失。所以,一个完善的plc系统除了能够正常运行,满足工业控制的要求,还必须能在系统出现故障时兼顾及时的故障诊断和故障处理建议。 本文将针对日照港氧化铝接卸专用vigan卸船机plc控制系统的故障诊断设计进行分析。
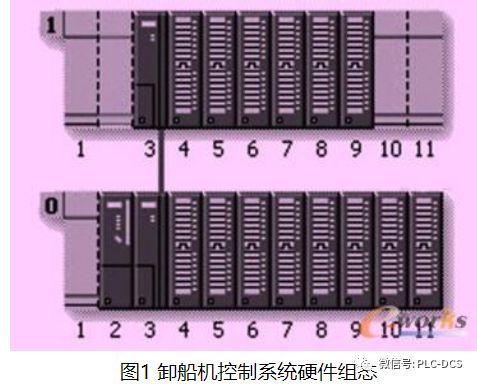
plc的故障诊断功能 故障自诊断功能是工业控制系统的智能化的一个重要标志,对于工业控制具有较高的意义和实用价值。 plc控制系统故障诊断技术的基本原理是利用plc的逻辑或运算功能,把连续获得的被控过程的各种状态不断地与所存储的理想(或正确)状态进行比较,发现它们之间的差异,并检查差异是否在所允许的范围内(包括时间范围和数值范围)。若差异超出了该范围,则按事先设定的方式对该差异进行译码,最后以简单的、或较完善的方式给出故障信息报警。故障诊断的功能包括 故障的检测和判断及故障的信息输出。在plc控制系统中,发生故障的情况是多种多样的。3 卸船机控制系统概述 日照港氧化铝接卸专用卸船机是世界最先进的niv400al型气力式连续卸船机,配备了 6条作业线的自动定量灌包系统。每台卸船机额定生产能力为300吨/小时,最大能力为315吨/小时,12条作业线可昼夜卸船灌包氧化铝12000吨至15000吨,比传统的氧化铝卸船灌包作业效率提高了40%以上,具有卸船灌包操作稳、给料快、计量准、能耗低、无污染等特点。 卸船机控制系统选用西门子s7-300系列cpu314-2dp作为主工作站,共有输入144点,输出64点,控制着卸船机的运行、各状态信号的采集和设备的故障诊断。其硬件组态如图1所示。
4 卸船机控制系统的故障诊断 4.1 硬件组成 卸船机的故障诊断系统建立在基于plc和故障显示单片机组成的控制系统上。plc在故障诊断系统中的功能主要是完成卸船机控制系统设备故障信号检测、预处理,转化存储并传输给故障显示单片机。故障显示单片机由于具有较强的科学计算功能,通过编码解码完成从故障特征到故障原因的识别工作,并显示于lcd屏,给出故障定位报告,并为操作员给出相应的排除故障的建议。 4.2 程序设计 根据plc在故障诊断系统中的功能,笔者将从故障层次结构、故障信号检测、预处理,转化存储和传输四个方面对程序进行分析。 (1) 故障层次结构图 在进行故障诊断设计时,必须对整个系统可能会发生的故障进行分析,得到系统的故障层次结构。根据卸船机运行中受控设备的组成,可以画出卸船机控制系统的故障层次结构图。为了描述简单,这里作了一定的简化。

系统故障结构的层次性为故障诊断的设计提供了一个合理的层次模型。为了全面的显示系统故障,必须把系统所有可能引起故障的检测点引入plc,以便系统能及时进行故障处理;并且在系统允许的条件下尽可能多的将最底层的故障输入信息引入plc的程序中,以便得到更多的故障检测信息为系统的故障自诊断提供服务。 (2) 故障点的信号检测和预处理 基于plc的卸船机故障诊断系统,为了得到设备故障情况实现系统的故障自诊断,plc程序将所有故障检测点的状态反映给内部寄存器,图3是节选的用来记录故障点的部分程序。 在程序段55中,i24.1是主风机断路器的闭合信号,当主风机正常运转时,i24.1的值是1,如果i24.1的值变为0,则程序中其常闭点闭合,说明主风机断路器故障,此时plc辅助寄存器位m2.1将记录此次信号的跳变。在程序段58中,i21.7是主风机变频器过热的信号,当变频器正常时,i21.7的值是0,如果i21.7的值变为1,则程序中其常开点闭合,说明变频器过热故障,此时位m2.6将记录此次信号的跳变。
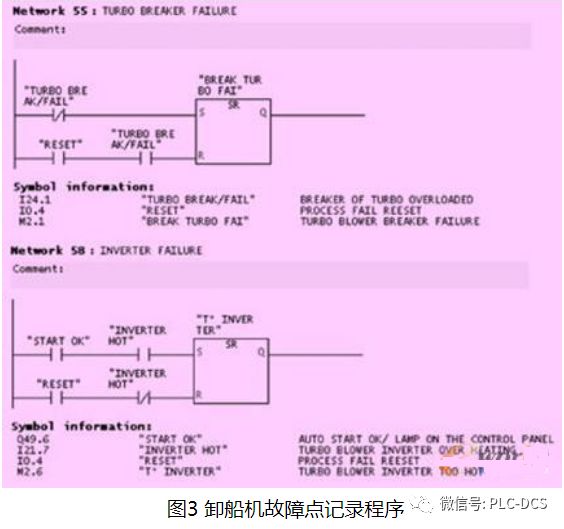
对于模拟量信号例如主风机电流的故障诊断,首先利用模拟量模块,接收来自电流变送器的模拟信号,将其转换为数字信号,然后与整定值或系统允许的极限值比较,若在允许范围之内则表明对应的设备处于正常运行状态,如果实际值接近或达到极限值,则为不正常状态。判断故障发生与否的极限值根据实际系统相应的参数变化范围确定。 (3) 故障点的转化存储 在程序设计中,将可能发生的故障点全都记录在辅助寄存器m中,并且将故障根据发生类型进行分类存储,如图4所示。
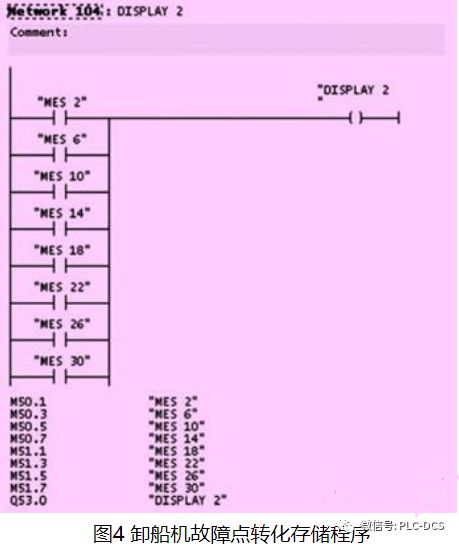
单个故障点信息分别存储于plc内部寄存器字节m50和m51中,并通过逻辑或输出于q53.0。 (4) 故障信息的传输及显示 卸船机故障显示单片机通过双绞线与plc的输出模块建立连接及时读取plc的内部寄存器区的各种故障信息。如图五所示,故障显示单片机通过读取plc输出点q53.0-q53.7的值来获取当前设备的工作状态,并把工作状态显示在lcd屏上。如果设备发生故障,单片机还将把故障代号,详细信息和处理建议集中显示。5 结束语 基于plc技术的故障诊断系统在卸船机控制系统中得到了应用。从实际运行来看,故障诊断系统能准确而迅速地判断出故障的原因,方便运行人员维护和检修,大大地提高了设备维修耗时,是顺利生产的有力保障。
-
基于labvIEW的柴油机供油系统故障诊断系统2012-05-12 0
-
航空电子故障诊断新技术2013-08-02 0
-
汽车电子控制技术自我诊断系统2015-07-03 0
-
智能机械润滑系统智能故障诊断研究与实现2018-03-06 0
-
【转】电气控制系统故障分析诊断及维修技巧2018-12-26 0
-
电力电子系统故障诊断技术浅谈2009-07-15 463
-
PSPICE在导弹控制系统故障诊断中的应用2009-09-02 328
-
港口卸车设备控制系统的故障诊断2010-01-16 321
-
模糊数学在飞行控制系统故障诊断的应用2010-08-14 601
-
BIT技术在装备控制系统故障诊断中的应用2010-02-06 2528
-
复杂系统故障诊断的关键技术2011-06-10 1077
-
OBD车载诊断系统故障诊断与案例分析(五)2016-08-05 1091
-
基于状态监测的风电机组变桨系统故障诊断_姚万业2016-12-29 783
-
翻车机液压系统故障诊断2018-03-28 1436
-
工业用发电机直接转矩控制系统故障诊断编码资料免费下载2018-11-27 619
全部0条评论

快来发表一下你的评论吧 !
