

变速箱内电气连接方式介绍
描述
随着科技发展,汽车内机械结构正在逐步被电子元器件代替。而如何在恶劣工况下可靠、准确、经济地进行电气连接和传递电气信号一直是攻城狮们头痛的问题。以湿式自动变速箱为例,湿式变速箱内部是个密闭的空间,其中充满了变速箱油,工作温度-40oC~150oC,车辆行驶过程中需要应对各种各样的路况,电气线路需要承受一定的振动量级,振动会使设计薄弱处产生细微裂纹或断裂;变速箱油因考虑润滑和抵抗压力以及温度老化的原因会添加各种添加剂,其中的硫磷等成份会腐蚀电气线路,不断改变的工作温度会对电气线路造成不可逆转的老化变形;变速箱内部的传感器多达十几个,执行器也有数十个,TCU还要与ECU互相传递信号。用一句话概括就是:需要传递的信号多,环境恶劣。
最简单的方式是采用电缆线,但变速箱内需要传递的电气信号非常多,如果采用一大束电缆线来传递电信号,不但容易出现磨损或者振动失效,也不利于降低变速箱重量和成本。攻城狮们由此不仅开发出了各种总线协议,以大幅减少电信号数目的传递,也开发出了各种各样的连接方式。下面来介绍一下变速箱内各种电气连接的连接方式以及它们的优缺点:
关键词1:接插件
变速箱里的接插件需要耐油并且具备密封性,比如穿缸接插件(如图1),需要确保变速箱内的油不会通过接插件外部的密封圈和内部金属PIN针流出箱体外部,同时接插件的公端及母端接触必须保证整个寿命周期的可靠性,这就对接插件供应商提出了更高的要求,目前仅有为数不多的供应商能满足该要求。
图1 接插件
关键词2:装配互联技术
模块内部,尤其是金属之间的焊接是电气连接的一个重要方式,其中锡焊、压力焊、电阻焊、激光焊为比较常用的焊接方式。
锡焊是利用低熔点的金属焊料加热熔化后,渗入并充填金属件连接处间隙的焊接方法。它技术成熟,由于它并不能使两种金属端子融合在一起,所以它能承受的力及振动量级都比较低,需要其他介质来保护,最常用的是在焊点周围封胶,以保证应力分散在其他介质中。
压力焊分为很多种,分为加热和不加热两种状态。常见的加热型压力焊如摩擦焊,不加热型如冷压焊。
电阻焊是利用焊接时瞬时的大电流融化两个金属端子接触区域,从而使两个金属端子基材部分融合的一种方法。它能承受的力和振动量级都比锡焊大很多,当焊点较大时,适当增加柔性设计,也可以不增加其他介质保护。
激光焊为激光聚焦形成高温,从而融化金属端子,使两个金属端子一部分融合在一起的方法。它能承受的力和振动量级同样比较大,可以不增加其他介质保护。
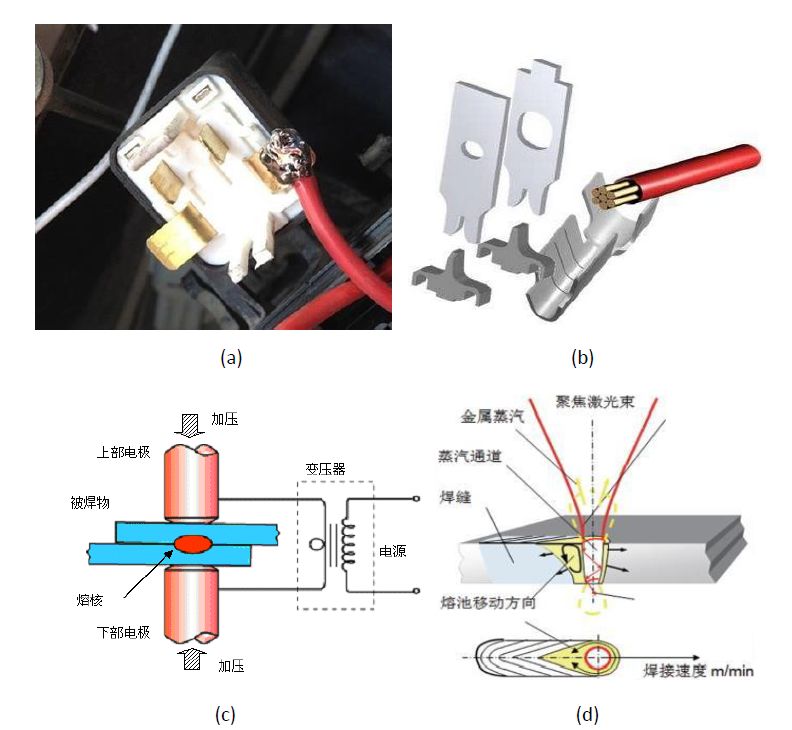
图2 (a)锡焊 (b)压接 (c)电阻焊 (d)激光焊
关键词3:线束、电路板、引线框架
线束是非常常用的连接方式,经常以线束两端分别接接插件的形式出现。这种方式技术成熟,但大部分工艺需要人工来参与和保证。
电路板PCB也是成熟技术,分为印刷电路板、柔性电路板、陶瓷基板等;电路板上面涉及到的连接又涉及到非常多的工艺,如表面贴装、插针、绑定等,这些工艺需要额外的封胶来保证其受力和振动符合标准。PCB在变速箱内部的应用受变速箱环境,比如油液特性的限制,腐蚀性物质可能会导致PCB出现内部短路等失效,需要进行特殊的设计和防护。
引线框架Leadframe,目前也会代替线束,作为一个功能件和另一个功能件的电气连接。其工艺为经过冲压等工序将一定厚度的铜板裁切为一根根导电片,再用塑料包覆铜材进行固定和电气隔离。引线框架也可以借助于键合材料(金丝、铝丝、铜丝)实现芯片内部电路引出端与外引线的电气连接,形成电气回路的关键结构件。这种方式需要投入很多注塑模和冲压模,更改不灵活不如PCB方便。
综上所述,今后市场上主流的焊接技术趋势是采用激光焊、电阻焊等较为可靠的连接方式为主,电气连接采用以电路板和引线框架为主,电缆线为辅的技术路线。
-
dct变速箱和at变速箱哪个更好?2024-01-17 2681
-
AMT变速箱常见的故障及故障的处理方式2023-04-06 6628
-
变速箱的作用及工作原理2021-08-10 5167
-
变速箱的工作原理2021-08-07 6209
-
变速箱的类型及特点2021-07-29 5830
-
DCT变速箱的特点是什么2021-07-27 5163
-
变速箱进水 变速箱进水怎么处理2021-07-26 8413
-
自动变速箱的电流和压力特性2019-08-10 5550
-
变速箱常见故障2018-12-17 7556
-
深度解析大众双离合变速箱技术2018-06-27 20714
-
AT自动变速箱结构与原理介绍2018-01-31 35292
-
动态倾角模块在自动变速箱中的研究2017-09-19 765
-
汽车变速箱的种类与技术发展2013-08-03 2648
全部0条评论

快来发表一下你的评论吧 !
