

FPC排线焊接操作方法
描述
电焊技术包含内容甚广,一位优异的电焊技工可能并不能掌握全部的电焊技术,但能快速学会工作中可能需要的部分电焊技术。本文中,将为大家带来电焊技术之FPC排线焊接方案,希望本文可对想要学习FPC排线焊接方案的朋友略尽绵薄之力。
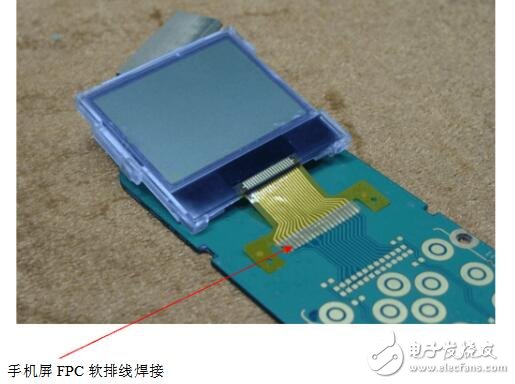
FFC排线又称柔性扁平线缆,可以任意选择导线数目及间距,使联线更方便,大大减少电子产品的体积,减少生产成本,提高生产效率,最适合于移动部件与主板之间、PCB板对PCB板之间、小型化电器设备中作数据传输线缆之用。普通的规格有0.5mm、0.8mm、1.0mm、1.25mm、1.27mm、1.5mm、2.0mm、2.54mm等各种间距柔性电缆线。本文主要介绍的是fpc排线怎样焊接及焊接方案,具体的跟随小编一起来了解一下。
FPC排线焊接方案
一、脉冲焊接机(锡焊) JYPC-3A 际元设备
本机主要功能: 是用来焊接FPC、FFC及各种软排线,以及各种端子排线。此机为旋转型焊接机,同时可以为两个治具,交替使用,可以节省一半的时间因而提高工作效能。
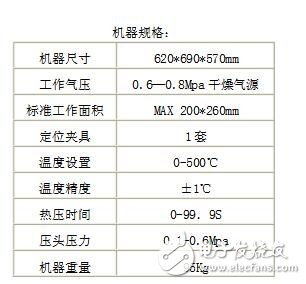
本机出力稳定,可调,都由SMC 气动元件组成,调节精密,数字显示气压。其中温度、时间参数都由操作面板输入,温度设置范围为0-500度,时间设置范围为0-99秒。这为焊接一个产品的三大要素。
附件: 由CCD对位系统组成、 固定治具、焊接压头。这些配件需另购。
二、产品焊接示意图
焊接热压头(发热装置)
A、焊接优点:
焊接劳固、焊接效率高,根据产品的尺寸适当的也可以同时焊接多个,且每次焊接时间为3至5秒。
B、焊接注意事项:
焊盘需要加入足够的锡量,锡量也不必太厚,一般不开窗式的FPC锡量为0.1左右厚的锡量,开窗式的FPC 锡量为0.2-0 3厚的锡量,如有带过孔的FPC介于前两者之间当然最终的效果,还要根据现场来调整。
C、焊接过程:
1、第一步: 放入产品到治具上,同时对好位置。
2、第二步: 按下双手按制,启动焊接
3、第三步: 转盘,旋转到焊接的位置,等待压头下压。
4、第四步: 焊头下压,启动压头发热。
5、第五步: 等待焊接完毕,回到第一步。
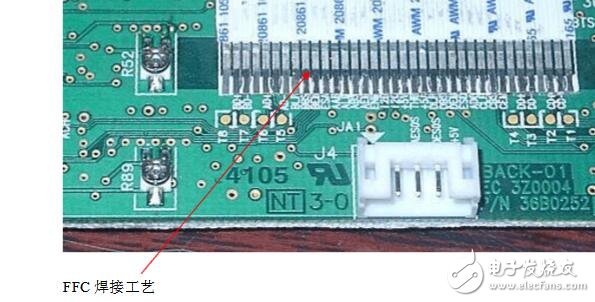
三、焊接工艺操作
说明:
●FPC 焊接,首先FPC 焊盘需对着PCB 焊盘,这样才能焊接劳固;要在焊盘点上括上少量的锡,便于后续焊接。如果锡量不足的话,将会导致焊接的不良:当锡量太多,也会导致锡的溢出的可能, 使得焊接点不美观,控制好焊盘的锡量,是焊接工艺的第一要点。
●如能在FPC焊盘上做过孔工艺,这样后续焊接更好,更容易焊接劳固。夹具穿入产品中, 支平焊接面。旋转可以焊接两面。
四、机器技术参数
特点:
1、温度数控化,清楚精密;
2、备有数字式压力开关,可预设压力范围;
3、压力启动计时,热压时间更准确;
4、独特材料焊接头,确保产品受压平均5、备有真空功能,调节对位更容易;
6、可编程曲线包括预热及回流焊温度;
7、中文界面输入,操作方便;
8、噪声小、振动小;
9、适用于各种高密度TAB、TCP 压接及FPC、FFC。
与FCB焊锡压接
规格
说明:焊接压头,使用了特种材料加工,使用寿命长,保用时间为三个月。
-
FPC软排线设计流程2020-01-13 3713
-
一文看懂ffc排线跟fpc排线区别2018-03-28 128116
-
fpc排线怎样焊接_FPC排线焊接方案2018-05-02 23127
-
FPC排线的功能用途_FPC排线的优缺点有哪些2018-05-14 18138
-
一文让你知道什么是FPC排线,及功能用途是什么2018-07-12 49408
-
FPC排线有功能用途,它的优缺点是什么?2018-09-11 3261
-
fpc软排线的焊接方法2018-10-10 48320
-
电子测力计的操作方法2019-04-17 3440
-
FPC排线的功能特点及手工焊接操作步骤2020-05-12 17588
-
FPC排线自动焊锡过程及工艺要点2021-12-28 6917
-
AD18操作方法2022-03-28 1782
-
FPC软板人工焊接与自动激光焊锡的比较2023-04-18 2362
-
fpc连接器手工焊接方法(工艺步骤和注意事项介绍)2022-05-17 17771
-
屏排线FPC设计要点2025-04-30 1147
-
multisim的基本界面与操作方法2025-06-24 510
全部0条评论

快来发表一下你的评论吧 !
