

激光加工高密度PCB制造中有什么应用
PCB制造相关
描述
导读: 传统机械钻削难以满足高密度PCB微细孔的加工要求。试验表明,通过对激光波长模式、光斑直径和脉冲宽度等参数的精确控制,及利用激光束对材料相互作用的效应加工高密度PCB微孔,不仅能达到的较好加工质量,同时还体现出激光打孔快速、精准的优势。
便携多功能电子产品对印刷电路板(PCB)的要求很高。为了能将众多元器件紧密互联在有限面积内,并保持线路工作稳定。其电路板密度越来越高,如:孔径和线宽进一步缩小,相互之间距离与精度不断提高,径深比不断加大。电路层数可达十层以上。在同一层板上的微孔数达50000多个而间距却小到0.05mm,孔径要求小于150μm。这样的印刷电路板若采用机械钻削,存在钻头材质、冷却、排屑、加工定位等难以克服的困难,而应用激光加工则可较好地满足质量要求。
1 激光束的应用
高密度PCB板是多层结构,它由绝缘树脂掺以玻璃纤维材料相隔,其问插入铜箔导电层。再经层压黏合而成。图1所示为4层板切面。激光加工的原理是利用激光柬聚焦在PCB表面,使材料瞬间烧熔、汽化形成小孔。由于铜和树脂是两种不同的材料,铜箔的熔化温度达1084℃,而绝缘树脂的熔化温度只有200~300℃。因此应用激光打孔时需对光束波长、模式、直径和脉冲等参数进行合理选取和精确控制。
1.1 光束波长与模式对加工的影响
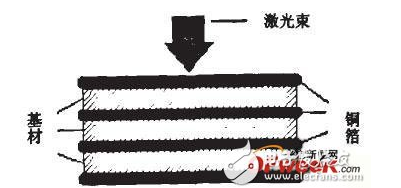
图1 4层PCB剖面图
从图1可知,打孔时激光首先是对铜箔加工,而铜对激光的吸收率随波长增加而增加,如对波长为9.4~10.6μm的二氧化碳激光其吸收率只有0.15%,而对波长为351~355 m的YAG/UV的激光吸收率则高达70%。对普通印刷板打孔可采用YAG/UV激光,或使用保型掩模法。高密度PCB为了增加集成度,每层铜箔仅为18μm,而铜箔下的树脂基材对二氧化碳激光的吸收率很高(约82%),这为应用二氧化碳激光器打孔提供了条件。因为二氧化碳激光的光电转换率和加工效率远高于YAG/UV激光,只要有足够的光束能量、并对铜箔进行处理以提高它对激光的吸收率,就可利用二氧化碳激光对PCB直接开孔。
激光束的横模模式对激光发散角、能量输出都有很大的影响,为获得足够的光束能量首先要有一个好的光束输出模式。理想的状态是形成如图2所示的低阶高斯模态输出。这样可获得很高的能量密度,为光束在透镜上良好地聚焦提供前提条件。
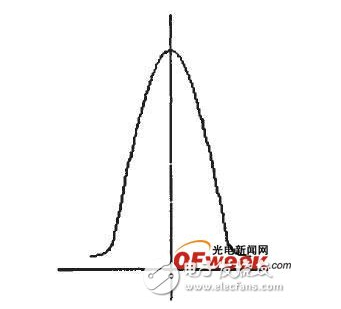
图2 低价高斯模态能量分布
低阶模可通过修改谐振腔参数或加装光阑获得,加装光阑后虽减小了光束能量的输出,但它可限制高阶模激光参与打孔,并有助于小孔圆度的改善。
1.2 微细孔的获得
在光束的波长和模式选定后,要在PCB上获得理想的孔,必须对光斑直径进行控制,只有光斑的直径足够小,能量才能集中烧蚀板材。调整光斑直径的方式有很多,主要是通过球面透镜聚焦获得,当高斯模光束射入透镜时,透镜后焦平面上的光斑直径可近似地用下面的公式计算:
D≈λF/(πd)
式中:F为焦距;d为人射在透镜表面上高斯光束的光斑半径;λ为激光波长。
从式中可看出入射直径越大,聚焦后的光斑越小。在其他条件都确定的情况下,缩短焦距有利于缩小光束直径。但F缩短后透镜与工件间的距离也缩小了,打孔时熔渣可能会飞溅在透镜表面,影响打孔效果及透镜的寿命,针对这种情况可在透镜边加装辅助装置,用气体进行吹扫。
1.3 光束脉冲的影响
打孔采用多脉冲激光,同时脉冲激光功率密度至少要达到铜箔的蒸发温度。因为单脉冲激光在烧穿铜箔后能量已减弱,无法对下面的基材进行有效的烧蚀,会形成如图3a所示的情况,这样无法形成导通孔。但是打孔时光束的能量也不宜过高,能量过高。在打穿铜箔后会对基材的烧蚀过大,产生如图3b所示的情况,不利于电路板的后期处理。微孔形成如图3c所示的那种略带锥度的孔型最为理想,这种孔型可为后续的敷铜处理提供便利。
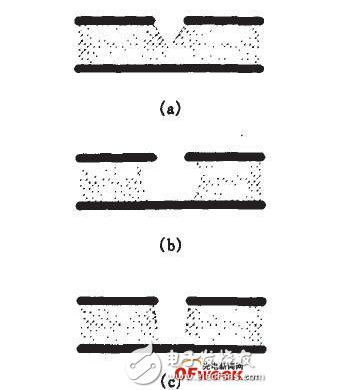
图3 不同能量激光加工出的孔型
为实现图3c所示孔型,可采取前置高峰的脉冲激光波形(图4),前端较高的脉冲能量可烧蚀铜箔,后端较低能量的多重脉冲可烧蚀绝缘基材并使孔不断加深直至下层铜箔。
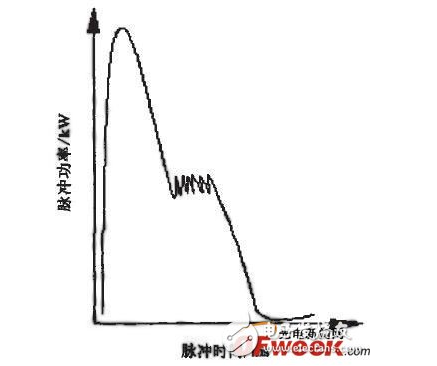
图4 脉冲激光波形
2 激光束效应
由于铜箔和基材的材料特性有很大的不同,使激光束和电路板材料相互作用而产生多种效应现象,这对微细孔的孔径、孔深、孔型等都有重要的影响。
2.1 激光的反射与吸收
激光与PCB相互作用首先是从入射激光被表面铜箔反射和吸收开始的,由于铜箔对红外波长二氧化碳激光吸收率极低,使加工困难、效率极低。被吸收的那部分光能会使铜箔材料的自由电子动能增加,其中大部分再通过电子与晶格或离子的相互作用转化为铜箔的热能。这表明在提高光束质量的同时必须要对铜箔表面进行前期处理。可在铜箔表面涂敷增加吸收光的材料,提高它对激光的吸率。
2.2 光束效应的作用
激光加工时,光束辐射铜箔材料,铜箔被加热至汽化,蒸汽温度高,易于击穿电离,即由光激励而产生光致等离子体。光致等离子体一般为材料蒸汽的等离子体,如果等离子体传至工件的能量大于等离子体吸收所造成的工件接收光能的损失。则等离子体反而增强了工件对激光能量的吸收。否则就是等离子体阻隔了激光,减弱了工件对激光的吸收。对于二氧化碳激光,光致等离子体可提高铜箔对它的吸收率。但过多的等离子体会使光束在穿过时发生折射,影响打孔的定位精度。一般激光功率密度在控制107 W/cm2以下某个恰当的值,可较好地控制等离子体。
小孔效应对加强激光打孔过程中光能的吸收具有极其重要的作用,激光在烧穿铜箔后继续向基材烧蚀,基材可大量吸收光能,剧烈汽化膨胀,产生的压力可将熔融材料抛出,形成小孔。小孔内同样充满了光致等离子体,进入小孔的激光能量经孔壁的多次反射和等离子体作用,几乎可以完全被吸收(图5)。由于等离子体吸收,会使穿过小孔到达小孔底部的激光功率密度下降,而小孔底部的激光功率密度对产生一定的汽化压强以维持一定深度的小孔是至关重要的,它决定了加工过程的穿透深度。
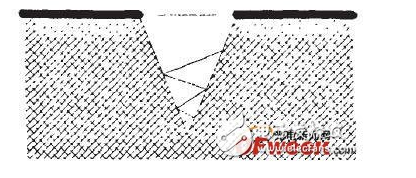
图5 激光在孔内折射
3 结论
应用激光加工技术可极大地提高高密度PCB微孔的打孔效率,实验表明:①结合数控技术可在印制板上每分钟加工30 000多个微孔,孔径在75~100呻之间;②应用UV激光可进一步使孔径小于50μm或更小,这为进一步扩大PCB板的使用空间创造了条件。
-
高密度多重埋孔印制板的设计与制造2009-03-26 3169
-
器件高密度BGA封装设计2009-09-12 5683
-
高速高密度多层PCB设计和布局布线技术2012-08-12 2809
-
探讨高密度小间距LED屏工艺2019-01-25 3130
-
如何去面对高速高密度PCB设计的新挑战?2021-04-23 1425
-
高速高密度PCB设计的关键技术问题是什么?2021-04-25 1536
-
高速高密度PCB 设计中电容器的选择2009-11-18 826
-
高密度PCB(HDI)检验标准2009-11-19 1149
-
高速高密度PCB的SI问题2011-09-09 1374
-
激光加工技术在高密度PCB制造的应用,提高其微孔的打孔效率2018-07-07 4060
-
高密度的SMT贴片加工可以带来哪些好处2020-07-01 3737
-
PCB设计中管理高密度通孔的需求设计2020-12-14 3133
-
PCBA加工为什么要采用高密度贴片?2022-11-07 1900
-
高密度互连印刷电路板:如何实现高密度互连 HDI2023-12-05 2213
-
hdi高密度互连PCB电金适用性2025-01-10 1842
全部0条评论

快来发表一下你的评论吧 !
