

焊接冷裂纹产生原因_焊接冷裂纹防治措施
焊接与组装
185人已加入
描述
冷裂纹
冷裂缝一般是指焊缝在冷却过程中至A3温度以下所产生裂缝。形成裂缝的温度通常为300~200℃以下,在马氏体转变温度范围内,故称冷裂缝。
冷裂缝可以在焊接后立即出现,也可以在焊接以后的较长时间才发生,故也称为延迟裂缝。由于冷裂缝的产生与氢有关,也称氢致裂缝。冷裂缝的产生具有延迟性质,有可能造成预料不到的严重事故。因此,它具有更大的危险性,必须充分重视。
焊接冷裂纹产生原因
1、焊接接头形成淬硬组织
2、扩散氢的存在和浓集
3、存在着较大的焊接拉伸应力。
这三个条件相互影响,相互促进。在不同情况下,三者中任何一个因素都可能导致冷裂纹的产生,其中扩散氢是诱发冷裂缝的最活跃的因素。
焊接冷裂纹防治措施
1)采用碱性焊条或焊剂,减少焊缝金属中的扩散氢含量。碱性焊条又称低氢焊条,能降低焊缝金厲中的含氢量。
2)焊条和焊剂在使用之前应严格按照规定的要求进行烘干。此外,还应仔细清理坡口和焊丝,去除油污、水份和锈斑等赃物,以减少氢的来源。
3)选择合理的焊接规范和线能量,如焊前预热、控制层间温度、焊后缓冷等,改善焊缝及热影响区组织状态。
4)焊后及时进行热处理。一是进行退火处理,以消除内应力,使淬火组织回火,改善其韧性;二是进行消氢处理,使氢从焊接接头中充分逸出。
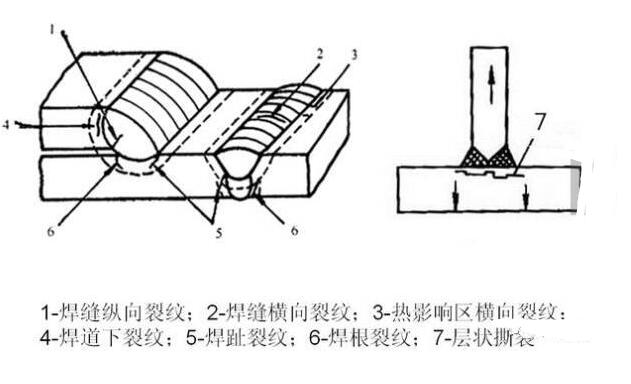
5)提髙钢材质量,减少钢材中的层状夹杂物,从结构设计和焊接工艺方面采取措施减小板厚方向上的焊接拉应力,可防止层状撕裂。
6)采取降低焊接应力的各种工艺措施。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
冷裂纹产生的温度在多少度2024-10-18 1470
-
激光焊接技术在焊接可伐合金发生裂纹问题解析2023-06-15 1841
-
焊接裂纹的产生原因及防治措施2023-06-05 8712
-
浅谈焊接缺陷——层状裂纹2022-12-30 1898
-
激光焊接机发生裂纹的问题原因2022-06-21 3502
-
冷裂纹和热裂纹的区别2021-07-10 36188
-
焊接裂纹产生的机理,如何防治?2021-03-15 2460
-
焊接冷裂纹和热裂纹的区别2019-11-25 32710
-
焊接裂纹的概念和界定_焊接裂纹的种类2019-10-25 12649
全部0条评论

快来发表一下你的评论吧 !
