

埋弧焊的工作原理及应用范围
焊接与组装
描述
埋弧焊
埋弧焊(含埋弧堆焊及电渣堆焊等)是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优质的新焊接方法,但埋弧焊的应用领域依然未受任何影响。从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%左右,且多年来一直变化不大。
埋弧焊的工作原理
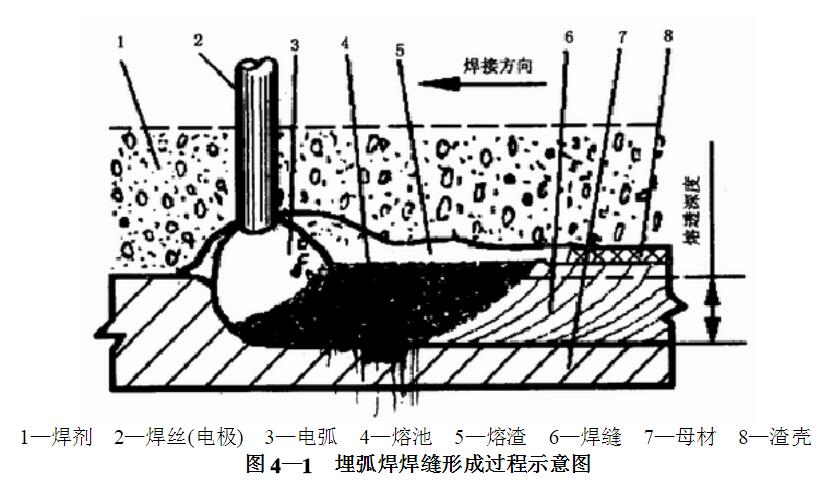
图4-1是埋弧焊焊缝形成过程示意图。焊接电弧在焊丝与工件之间燃烧,电弧热将焊丝端部及电弧附近的母材和焊剂熔化。熔化的金属形成熔池,熔融的焊剂成为溶渣。熔池受熔渣和焊剂蒸汽的保护,不与空气接触。电弧向前移动时,电弧力将熔池中的液体金属推向熔池后方。在随后的冷却过程中,这部分液体金属凝固成焊缝。熔渣则凝固成渣壳,覆盖于焊缝表面。熔渣除了对熔池和焊缝金属起机械保护作用外,焊接过程中还与熔化金属发生冶。金反应,从而影响焊缝金属的化学成分。
埋弧焊时,被焊工件与焊丝分别接在焊接电源的两极。焊丝通过与导电嘴的滑动接触与电源联接。焊接回路包括焊接电源、联接电缆、导电嘴、焊丝、电弧、熔池、工件等环节,焊丝端部在电弧热作用下不断熔化,因而焊丝应连续不断地送进,以保持焊接过程的稳定进行。焊丝的送进速度应与焊丝的熔化速度相平衡。焊丝一般由电动机驱动的送丝滚轮送进。随应用的不同,焊丝数目可以有单丝、双丝或多丝。有的应用中采用药芯焊丝代替实心焊丝,或是用钢带代替焊丝。
埋弧焊有自动埋弧焊和半自动埋弧焊两种方式。前者的焊丝送进和电弧移动都由专门的机头自动完成,后者的焊丝送进由机械完成,电弧移动则由人工进行。焊接时,焊剂由漏斗铺撒在电弧的前方。焊接后,未被熔化的焊剂可用焊剂回收装置自动回收,或由人工清理回收。
埋弧焊的应用范围
由于埋弧焊熔深大,生产率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝。在造船、锅炉与压力容器、桥梁、起重机械、铁路车辆、工程机械、重型机械和冶金机械、核电站结构、海洋结构等制造部门有着广泛的应用,是当今焊接生产中最普遍使用的焊接方法之一。
埋弧焊除了用于金属结构中构件的连接外,还可在基体金属表面堆焊耐磨或耐腐蚀的合金层。
随着焊接冶金技术与焊接材料生产技术的发展,埋弧焊能焊的材料已从碳素结构钢发展到低合金结构钢、不锈钢、耐热钢等以及某些有色金属,如镍基合金、钛合金、铜合金等。
全部0条评论

快来发表一下你的评论吧 !
