

平焊的运条方法及角度
焊接与组装
描述
平焊的运条方法
1、直线形运条法
这种运条方法焊接时,焊条不做横向摆动,仅沿焊接方向做直线移动。常用于不开坡口的对接平焊、多层多道焊。
2、直线往复运条方法
焊条末端沿焊缝的纵向作直线形摆动,这种运条方法的焊接速度快,焊缝成形窄,适用于间隙较窄的平焊位置的单面焊双面成形,特别适合于不锈钢的焊接,有利于在焊接过程中控制熔池温度,保证焊缝成形。
3、锯齿形运条方法
焊条末端作锯齿向前摆动,并在两侧稍作停留,以防止产生咬边。此种方法操作容易,应用广泛。适用于平、立、仰焊位对接焊缝各层焊道的焊接。
4、斜三角形运条法
这种运条方法焊接时,动作与正三角形运条方法相同。适于焊接平、仰位置的角焊缝和有坡口的横焊缝。
5、正圆圈形运条法
这种运条方法焊接时,焊条连续做正圆圈形运动并向前移动。适用于焊接厚焊件的平焊缝。
6、斜圆圈形运条方法
焊条末端做斜圆圈形运动扑不断向前移动。该运条方法适用于骑座式管板仰焊、板状及管状45度斜位或厚板横向位的单面焊双面成形的打底焊。
这种运条方法焊接时,焊条动作与正圆圈运条法相同。其特点是利于控制熔化金属不受重力作用而产生下淌现象,利于焊缝成形,适用于平、仰T形接头焊缝和对接横焊缝。
平焊的最佳运条角度
1、T形接头平焊
焊条在焊接方向上的倾角为65°一80°,电弧的指向应偏向厚板,以使两板加热温度相等。焊接多层道焊时,还应根据焊道位置及板厚调整焊条角度,以保证焊缝良好成形。
图1-a中,给出立板与平板板厚比分别为1、1:2、1:3时的运条角度。图1-b中,给出等厚板、三层焊道时的各焊道合适的运条角度。图1-c中,是船形焊时合适的运条角度。
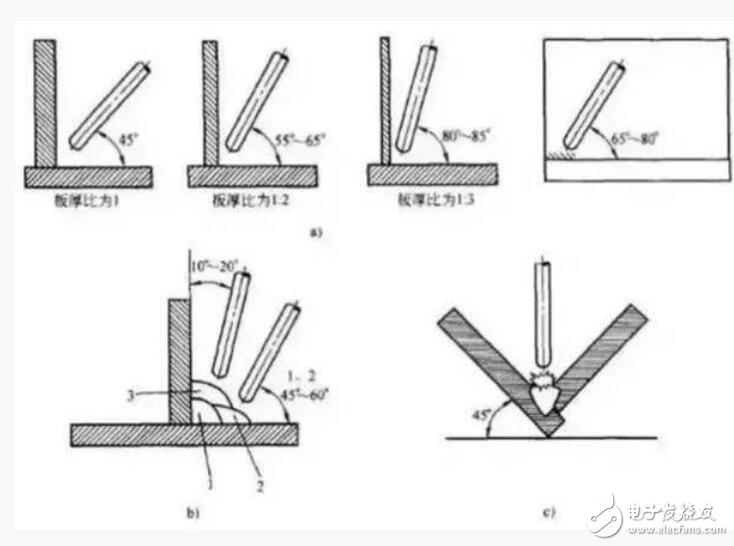
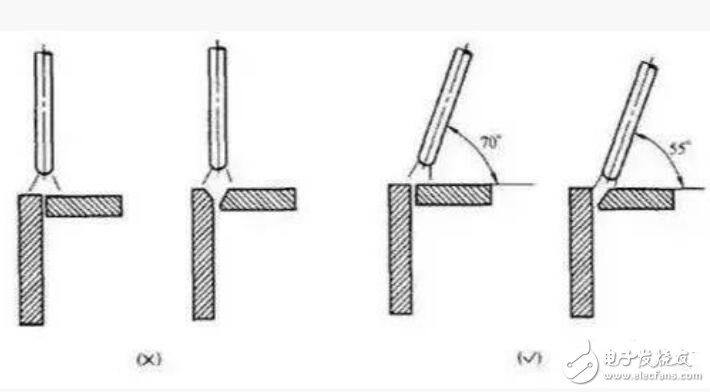
2、角焊接头平焊
根据角接接头的坡口形式,采用不同的施焊方法,包括控制焊缝热输入、短弧焊、电弧偏向竖板一边等,以保证焊缝两侧的熔化程度相同。
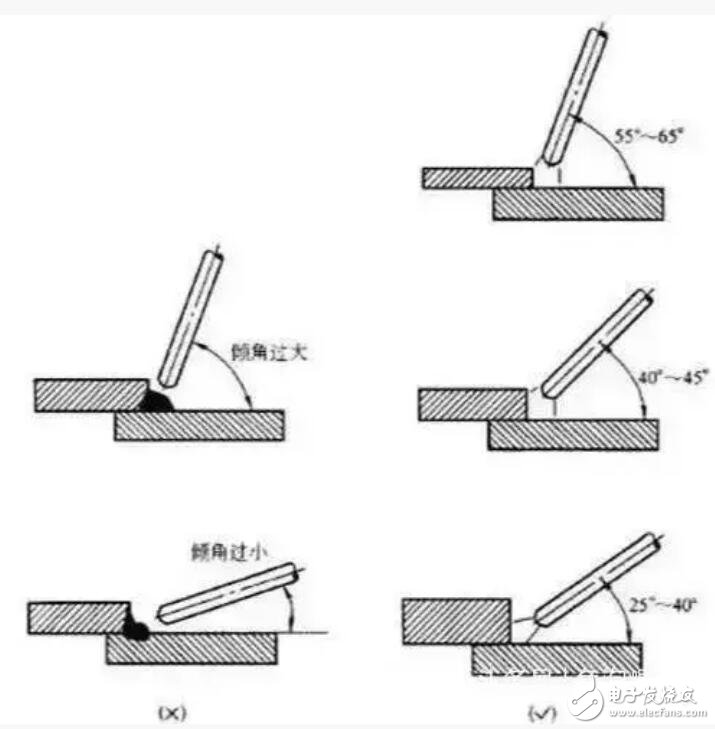
3、搭接平焊
为避免产生焊缝单边、咬边、顶角焊不透或焊缝夹渣等缺陷,应根据两板的厚薄来调整焊条的角度,同时电弧要偏向厚板一边,以便使两边熔透均匀。焊条倾角过大或过小都会使焊缝成形不良。
-
浅谈制备精细焊粉(超微焊粉)的方法2025-01-07 1103
-
波峰焊生产工艺材料的质量控制及解决方法2020-04-03 3912
-
在使用波峰焊时如何减少焊锡氧化量?有什么方法2020-04-01 7359
-
手弧焊运条方法视频2019-07-08 10228
-
立焊的运条方法图2019-07-05 20900
-
手工电弧焊立焊方法2019-07-02 16424
-
波峰焊连焊现象原因及解决方法2019-04-29 17032
-
产生虚焊的原因及解决方法介绍2018-02-27 92495
全部0条评论

快来发表一下你的评论吧 !
