

如何利用编码器测量转速和角度
编码与解码
描述
在电气传动系统中,编码器是用来测量电机转速及转子位置核心部件。光电编码器,它的转轴和被测转轴连在一起,由被测转轴带动它的转轴转动,然后将被测的物理量转变为二进制编码或者一串脉冲。
就以光电编码器来说进行细分又有三种类型,有增量式编码器、绝对式编码器、混合式编码器。其中的增量式编码器多用于转轴转速测量,绝对式编码器多用于转轴空间位置的测量,而混合式编码器其实就是增量式编码器和绝对式编码器的组合体,后端是置入处理芯片的。所以说其实这三类编码器都具有测量转子转速及空间位置的功能。
编码器如何实现物理量的测量?
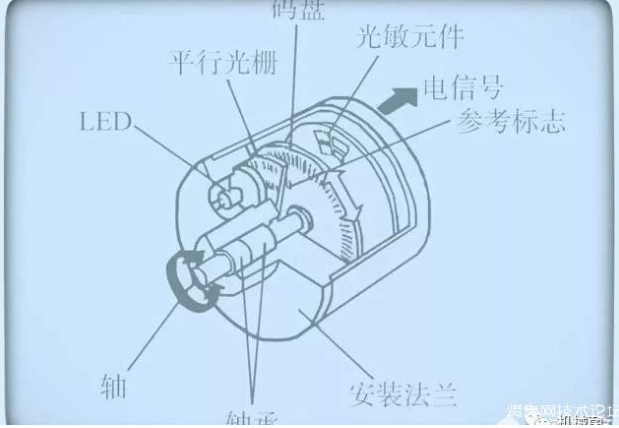
上图是增量式编码器的结构示意图。
被测转轴带动它的转轴转动从而使光电码盘转动。关键部位就是光电码盘,在其周边刻有节距相等的辐射状窄缝,而且是两组透明的检测窄缝,这两组透明的检测窄缝是错开1/4节距,因此两个光电变换器输出信号在相位上相差90度。当工作时,鉴向盘不动的,只有主码盘和其转轴是跟被测转轴一起转动的,使发出的光源投射到主码盘和鉴向盘上。
假如主码盘的不透明区域和鉴向盘的透明窄缝对齐,投射光线是被全部遮挡的,此时编码器输出的电压信号是最小的。假如主码盘的透明区域和鉴向盘透明窄缝对齐,投射光线是全部透过的,此时编码器输出的电压信号是最大的。
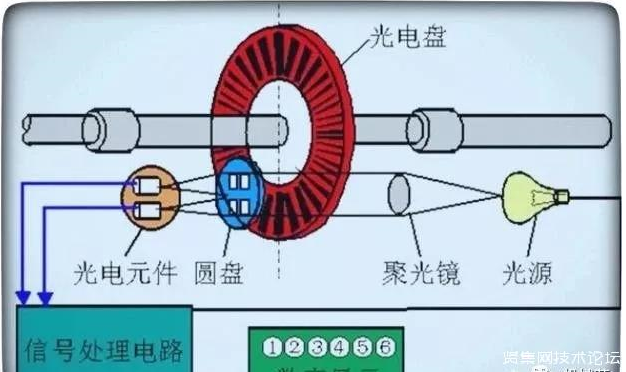
所以说增量式编码器的主码盘每转一个刻度线周期,它就输出一个近似正弦波电压信号,而且两组光电变换器输出电压信号相位差为90度。
如何利用编码器测量转速和角度
工作中,我们会碰到一些机械设备的旋转轴需要测量它的运作速度,和角度如五金行业的冲床,剪床,或者需要两个旋转轴按照一定转速比运行如金属加工车床车螺纹等。
要实现这个功能,我们需要在被测量的轴上安装一个编码器一般是增量型,要测量轴的正反转采用AB相输出,只要测量一个方向的用A单相输出即可,如果还需要测量角度位置的话采用ABZ相输出的编码器比较好。
安装好编码器后,在编码器的输出端还要接上测量控制器,一般采用一下几种控制器:1、单片机或DSP,采用这种控制器根据接口电路的不同可以选用集电极 开路输出或差动输出的编码器。2、PLC控制器,如果是接PLC基本单元的一般选用集电极开路输出,如果是扩展单元的话有集电极的也有差动输入的。3、数 控加工卡、伺服驱动器,用这种控制器大部分情况下选用差动输出型编码器。
测量控制器接完后,下一步就是软件程序的编写, 下图就是用三菱PLC测量转速的一个说明。
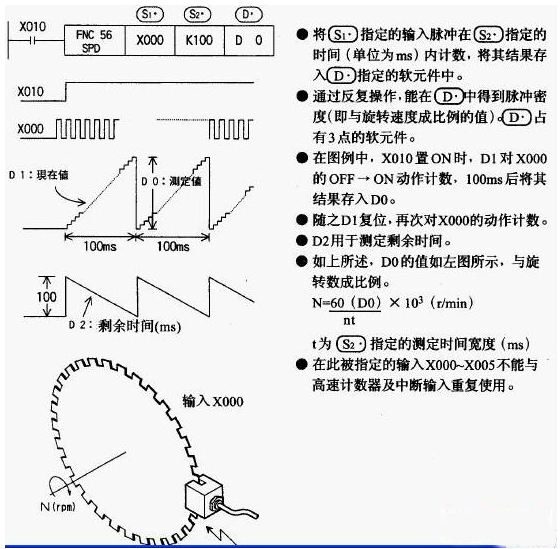
软件编程思路如下:第一步在指定的时间内计数输入脉冲数量到D0,第二步四则运算,计算出转速N=60*D0*1000/(n*t),其中n表示编码器转一圈输出脉冲数,t表示指定的测量时间(ms)
采用这种方法测量精度和编码器分辨率与测量时间宽度成反比,在旋转体转速较高时(200r/min以上),误差可以达到在5R/MIN以下。
如果要测量角度位置,只需累加Z相脉冲数量+A或B相的计数脉冲数,就能算出当前位置是第几圈多少角度。
采用这种方法要注意,最高转速时控制器可接受的脉冲速度,超过极限值,测量不准确。
-
LabVIEW实战_利用编码器Z相测量电机转速2021-04-17 4959
-
如何去测量设备的旋转量和旋转速度呢2021-09-08 2690
-
如何利用STM32的正交编码器模式读取编码器的角度数据和速度?2022-02-11 4663
-
光电编码器测量电机转速的方法有哪些?2023-05-25 8874
-
光电编码器2009-10-29 1932
-
基于绝对式光电编码器转速测量方案2017-09-01 1426
-
ADI的电流和角度传感器实现电机控制系统中的精确相位电流和角度测量2018-05-24 6418
-
STM32的正交编码器模式读取编码器的角度数据和速度2021-12-08 3303
-
什么是编码器呢?如何测量旋转量和旋转速度?2022-11-16 8447
-
编码器AB信号脉冲计数器,角度速度位移测量IO采集模块/转速测量2022-12-06 1396
-
电机控制(转速和角度)(PID实战1)2023-05-05 1126
-
码垛机器人编码器2023-03-31 2071
-
编码器种类及型号2023-05-18 9110
-
S7-1200PLC通过高速计数器测量AB相编码器转速2023-09-20 2327
-
磁性编码器和光电编码器的比较2024-01-18 6791
全部0条评论

快来发表一下你的评论吧 !
