

不锈钢薄板焊接方法与技巧_不锈钢薄板焊接注意事项
焊接与组装
描述
不锈钢薄板焊接方法
1、基层的焊接
焊接基层焊道不得触及和熔化复材,先焊基材时,其焊道根部或表面,应距复合界面1-2mm。焊缝余高应符合有关标准的规定。视基材厚度、钢种以及结构等因素,必要时可采用适当的预热处理。
2、过渡层的焊接
焊接过渡层时,要在保证熔合良好的前提下尽量减少基材金属的熔入量降低熔合比。为此应采用较小直径的焊条或焊丝以及较小的焊接线能量。过渡层的厚度应不小于2mm。
3、复层的焊接
在焊接复层时,要注意保护复层的表面,防止焊接飞溅物损伤复层表面,不得在复层表面随意引弧、焊接卡兰、吊环以及临时支架等。复层焊缝表面应尽可能与复层表面保持平整、光顺。对接焊缝余高不大于1.5mm。
不锈钢薄板焊接技巧
1、表面处理
彻底清洁接合区域的不锈钢板表面是成功焊接的关键。可以用溶剂去除油和油脂,并且可以使用不锈钢板刷或用砂布研磨来消除其他形式的污染,留下明亮的表面。磨料的轻微粗糙度是可以接受的,并且可以改善焊料的附着性。优选在清洁后立即进行焊接操作。如果无法做到这一点,可以用焊料对部件进行镀锡以保护它们。
2、通量
需要使用助熔剂从不锈钢板的表面除去氧化物,基于磷酸的助熔剂也非常合适,如果在完成接合过程之后残留任何残留物则具有无害的优点。但是需要注意有些基于磷酸的焊剂中含有盐酸,在焊接含钼的不锈钢板时,应避免使用基于盐酸的助焊剂,在焊接之后会导致接头清洁不良。尽管松香型助焊剂没什么效果,当需要对不锈钢板表面进行预涂覆时,可以使用它们。可以在制造接头之前完全去除潜在的腐蚀性焊剂,如果不锈钢板部件包含凹陷或盲区,则特别有用。
3、加热
所有传统的加热方法都可用于焊接不锈钢板。只是奥氏体不锈钢板的导热性相对较差并且它们的膨胀系数高,因此必须注意确保整个接合区域均匀地达到焊接温度而不会过热,否则会在接头处发生变形。
4、焊料
传统的锡铅焊料可用于焊接不锈钢板。建议锡含量应大于50%,以提供良好的粘接强度,并最大限度地降低使用过程中焊接接头电偶腐蚀的风险。高锡焊料也很好地匹配不锈钢板的颜色,并且在使用中不会变暗。银焊料也用于不锈钢板,它们比锡铅焊料具有更高的强度,并具有高延展性,耐腐蚀性也很好。应根据预期的使用条件选择合适的焊料,需要考虑的因素包括机械负荷,潜在腐蚀,颜色匹配,与食品或水接触等。
5、不同的金属组合
涉及不锈钢板的异种钢的最常见组合是普通碳或低合金结构等级和奥氏体不锈钢板等级如304或316。含有低于0.20%C的碳钢和合金钢在焊接到奥氏体不锈钢板时通常不需要任何预热。碳含量超过0.20%的碳钢和合金钢可能需要预热。材料厚度超过30mm的高约束接头也应预热,150℃的温度就足够了。与奥氏体不锈钢板相比,碳钢更容易出现与氢相关的缺陷,因此建议仔细干燥焊接材料。将不锈钢板焊接到镀锌钢板上时,焊接前应去除待焊接区域周围的锌涂层。如果存在于焊接熔合区中,则熔融锌会导致成品焊缝的脆化或降低的耐腐蚀性。
不锈钢薄板焊接注意事项
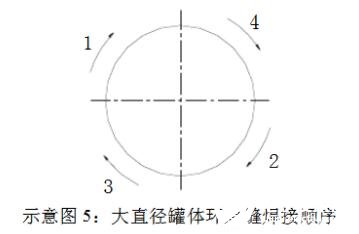
1、由于板材较薄,极易产生焊接变形,对于较长的焊缝容易产生波浪式的变形,因此在焊接时必须严格遵守焊接工艺,特别是要严格控制焊接电流(在保证焊透的情况下应尽量使用小的焊接电流)和焊接顺序。焊工在焊前应检查坡口的错边情况,错边量合格后才能施焊。对直径较大罐体的环焊缝尽量对称焊和分段焊,可按示意图5:
2、所有的手工氩弧焊焊接的焊缝背面都必须用Ar进行保护。对于点焊缝(特别容易产生未熔合和未焊透),焊接同焊缝一样要求并尽量一次性焊透,不然就应在焊前打磨。若由于罐体容积较大,可以先按示意图在罐内充一部分的水后再充气,以节约氩气,如示意图6。

3、对没有人孔的部分罐体,尽量在焊合拢缝之前,先将罐体上需要双面焊或背面要气体保护的附件(如接管和垫板等)焊。
4、对焊接壳体上的附件如吊耳、垫板和支筋等时应按最小焊脚尺寸焊接,尽量焊时在焊缝背面浇水,以减少变形。
5、对于壳体上焊的附件较多时,应先点焊后再施焊,并视情况焊加强筋。6、去掉引弧、退弧板和加强筋时应用等离子或砂轮切割,不准强力敲掉。
-
大量现货供应不锈钢编织网 不锈钢丝编织带2018-05-31 1443
-
不锈钢基本知识2009-09-21 954
-
薄板不锈钢焊接成本的分析与对比2009-12-26 794
-
0.8MM不锈钢薄板自动TIG焊工艺试验及生产应用2009-12-29 1030
-
大型不锈钢薄壁容器的焊接2010-01-30 834
-
不锈钢的标识方法2009-11-14 3292
-
iPhone使用的不锈钢中框,为何其他厂商不使用?不锈钢有哪些的优势?2018-07-15 33144
-
不锈钢薄板焊接应力的产生及消除方法2019-12-27 10635
-
不锈钢压力表的安装注意事项2020-03-30 2848
-
不锈钢的焊接的9大问题以及注意事项2021-04-19 22168
-
不锈钢压力表安装的注意事项2022-09-07 1429
-
不锈钢压力容器的焊接技术2023-06-12 2295
-
激光焊接技术在焊接奥氏体不锈钢的优点2023-06-28 1754
-
镭拓教你不锈钢手持式激光焊接机应该这样选2023-07-19 1993
-
激光焊接0.4mm不锈钢圆管的工艺注意事项2023-12-12 2221
全部0条评论

快来发表一下你的评论吧 !
