

焊条电弧焊原理特点_焊条电弧焊的应用
焊接与组装
185人已加入
描述
焊条电弧焊原理
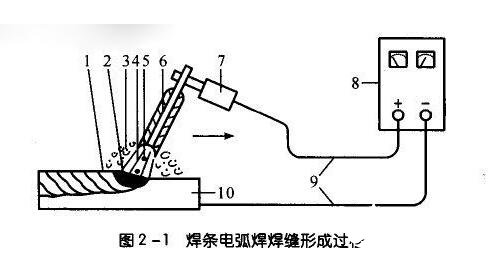
焊条电弧焊的原理是利用焊条和焊件之间产生的电弧热,将焊条和焊件局部加热到熔化状态,焊条端部熔化后的熔滴和熔化的母材融合一起形成熔池。随着电弧向前移动,熔池液态金属逐步冷却结晶,形成焊缝。焊条电弧焊焊缝形成过程如图2-1所示。
焊条电弧焊的特点
1、设备简单
成本低焊条电弧焊使用具有下降外特性的弧焊电源及一些简单工具,设备结构简单,便于现场维护、保养和维修;设备轻,便于移动;设备使用、安装方便,操作简单;投资少,成本低。
2、工艺灵活
适应性强焊条电弧焊适用于碳素钢、合金钢、不锈钢、铸铁、铜及其合金、铝及其合金、镍及其合金的焊接。利用电缆可以延伸较远距离的焊接。适用于不同位置、接头形式、焊件厚度、单件产品或批量产品以及复杂结构焊接部位的焊接。对一些不规则的焊缝、不易实现机械化焊接的焊缝以及在窄位置等的焊接,焊条电弧焊显得工艺更灵活、适应性更强。
3、劳动强度高、效率低
焊条电弧焊采用的焊条长度有限,不能连续焊接,所以效率低。由于采用手工操作,工人的劳动条差,劳动强度大,焊缝的质量在一定程度上取决于焊工的操作技能水平。
焊条电弧焊的应用
广泛应用于碳钢、合金钢、耐热钢、不锈钢、铸铁以及非铁金属的焊接。适用于金属材料不同厚度、不同位置的焊接,以及用于异种金属的焊接,且焊接接头可与工件(母材)的强度相等。所以,它是焊接生产中应用最广泛的一种焊接方法。焊条电弧焊所需的设备由交流(直流)电焊机、地线、焊接线、焊把(焊钳)、电焊面罩(带护目镜)等组成,其中焊钳有160、300、500、800A等几个规格,其数值表示可承受电流的大小。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
根据焊接工艺的不同电弧焊可分为哪几种2024-02-27 7600
-
熔化极气体保护电弧焊的概念及分类2023-11-21 5052
-
机械制造工艺介绍--焊条电弧焊资料下载2021-04-29 1104
-
电弧焊分为哪几种_电弧焊和氩弧焊的区别2020-08-27 32543
-
焊条电弧焊基本操作步骤2019-12-28 26810
-
焊条电弧焊焊接手法_焊条电弧焊的焊接过程2019-12-27 17942
-
焊条电弧焊的工艺参数_焊条电弧焊的优点和缺点2019-11-20 10586
-
电弧焊的引弧操作手法_电弧焊收弧的操作手法2019-11-18 31188
-
手工电弧焊的焊接设备2019-07-04 14521
-
手工电弧焊收尾2019-07-02 6454
-
钢结构手工电弧焊焊接工艺标准2009-05-24 1209
-
电弧焊引弧电路2006-04-16 12767
全部0条评论

快来发表一下你的评论吧 !
