

CNC加工中心换刀故障分析及处理
电子说
描述
1故障现象
换刀时机械手卡住不能换刀,换刀机械手位置偏移,换刀掉刀。
2故障分析及处理
2.1换刀原理
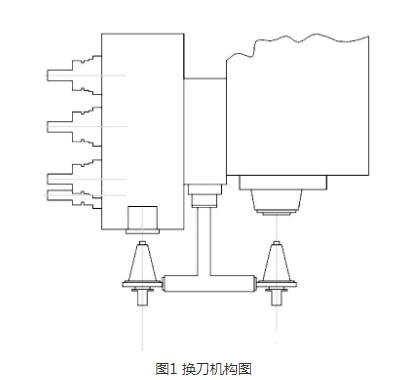
该加工中心是回转式刀库,换刀机构是凸轮式的,其换刀过程为:
(1)编写M06T01启动换刀选刀循环。
(2)主轴将在定向的主轴停止点上停住,冷却液停止,同时Z轴移动到换刀位置(第二参考点)。
(3)选刀,根据T指令NC将其编译至PLC后,开始选刀,刀库电机旋转,将目标刀号旋转至刀库换刀点,注意此时T指令为刀库刀套位置。
(4)换刀电机带动凸轮机构机械手机构从停放位置旋转90°,以抓住有效刀套中的刀具和主轴中的刀具。与此同时,检测凸轮机构的接近开关状态变化,PMC输出发出松刀指令,刀库刀套松刀和主轴松刀电磁阀得电,凸轮继续旋转,带动机械手向下,将刀柄推下,准备交换。如图1所示。
(5)机械手旋转180°交换刀具,凸轮继续向上,将刀具安装到主轴中,将原主轴上刀具安装到刀库换刀位置刀套中。同时,检测开关给PMC发出紧刀指令,电磁阀失电,轴刀柄夹紧蝶形弹簧回缩主轴刀具夹紧。
(6)换到机械手继续旋转90°,停止完成一套换刀动作。
2.2故障分析
换刀至2.1第四步骤,换刀机械手卡住,主轴一直松刀吹气,但刀具不能被拔下,断电手动盘动换刀电机,完成一次换刀动作后,手动装卸刀,动作正常,初步排除主轴松紧刀方面问题。再次执行换刀过程,机械手卡住,刀库处机械手爪掉刀,发现换刀后,机械手装刀至主轴上,位置偏移,如图2所示。
将刀具取下后空换刀,发现动作正常,导致这种情况的原因,可能是机械手与主轴位置发生偏移,或者机械手轴线相对于主轴轴线精度发生偏差,主轴定位不准也会导致换刀位置偏移。单步执行换刀动作,检查主轴定位准确,排除了定位不准引起该故障。经打表检查,机械
手、刀套、主轴的轴向位置及回转中心距离一致,因此机械手机械卡阻的故障也被排除。
此机床近期主要加工不锈钢等材料工件,切削量大,负载重,长时间运行在重切下,检查机械手发现机械手没有松动,检查机械手爪伸缩动作灵活,但是发现机械手上一个调整块磨损,拆卸下来观察此调整块主要用来夹持刀柄,重新修补加工后,再次尝试,主轴位置处偏移消失。引起该故障的主要原因是机械手冲击大,频繁换刀,导致夹持卡爪松动磨损,如图3所示。
-
精准换刀、柔性智造|经世智能复合机器人 CNC 全自动换刀解决方案2026-06-09 315
-
数控加工中心换刀机构常采用的是2024-06-07 3450
-
深圳恒兴隆|自动换刀电主轴:实现加工自动化与高效化的关键.2024-05-08 3681
-
电主轴自动换刀装置出现故障时如何解决?2023-09-11 2644
-
计算机数值控制CNC刀补处理的主要工作2021-09-01 1427
-
cnc的加工原理是什么2021-07-12 6375
-
PLC在加工中心自动换刀过程中的编程技巧2021-06-13 7423
-
西门子/发格/三菱等数控加工中心故障排除及实例解析2020-10-12 3120
-
数控车床、加工中心急停报警故障维修相关案例分享2020-09-10 8343
-
CNC数控加工中心的选刀与换刀指令分享2019-12-28 34897
-
加工中心机器简易故障分析2009-08-26 2806
-
数控加工中心刀具换刀系统2008-12-13 1866
全部0条评论

快来发表一下你的评论吧 !
