

为数控龙门铣床自制具有旋转功能的夹具完成4轴加工
工业控制
描述
数控龙门铣床是近几年陆续登上一些老工业基地的设备,为不少加工场景做出了贡献。但是,它也被限制在三维空间内进行各种加工,对于四轴及五轴的加工也是无能为力的。不过通过自制具有简单而精确旋转功能的先进夹具,可以完成4轴的加工技术,完善和充实该机床之不足。
一、技术分析
如图1的数控龙门铣床加工支架,该件除上下面具有定位销孔外,在Z方向还有两斜面,并在斜面内各自有各坐标孔。
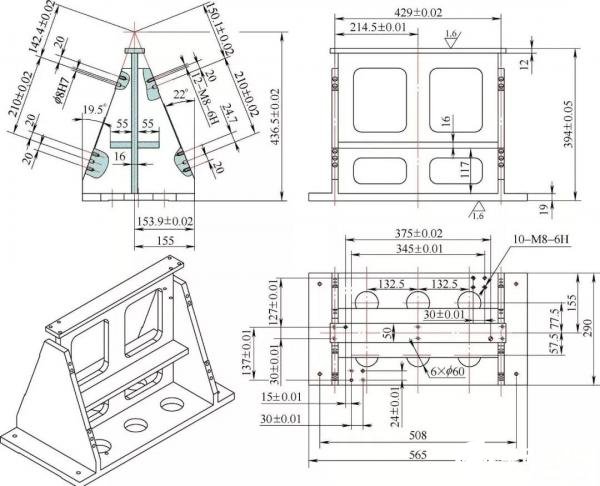
图1
该支架采用Q235—A焊接件,是用于汽车装配线上重要部位的零部件。支架上下面均有坐标定位孔,关键加工部位是两侧斜面的相交点(436.5±0.02)mm,及该相交点至各斜面的坐标孔。
二、工艺编制
1.镗:刀校中间连接筋一侧面,平面度≤0.05mm。
2.镗:粗铣上下面,凹台面加工至成品,其余各面各留1~1.5mm。
3.龙门铣:粗铣两斜面,坐标孔面各留1~1.5mm(用专用夹具)。
4.龙门铣:精铣上下面,钻铰各坐标孔,其余各孔点窝。
5.龙门铣:精铣两斜面,钻铰各坐标孔,其余各孔点窝(用专用夹具)。
6.摇臂钻:各螺纹孔。
为了保证加工件的几何公差,所有的坐标孔面均应分粗精加工。并且,该件在粗加工后应放置一段时间,至少不小于24h,待工件消除切削应力后再进行各部位的精加工。
三、工装设计原则
该工件两侧斜面的加工,必须采用高精度的角度调整功能,就是四轴旋转功能。而龙门铣床不具备加工斜面功能,只能设计专用的角度旋转夹具,当工件精加工时,一次性将两侧斜面加工成品,该夹具应具备以下功能和特点:
①该夹具是典型的一面两销定位方法,即以底面和两坐标孔定位。坐标孔应选择两距离较远位置。还必须具备一次性装夹的功能,即夹具需具备左右翻转±30?功能,且翻转角度的误差必须≤±0.05?。
②夹具底座需安装在龙门加工中心工作台上,并必须用平键和工作台定位,该工作台定位槽宽度24H7,而夹具定位键宽度公差采用基孔制h7即可。
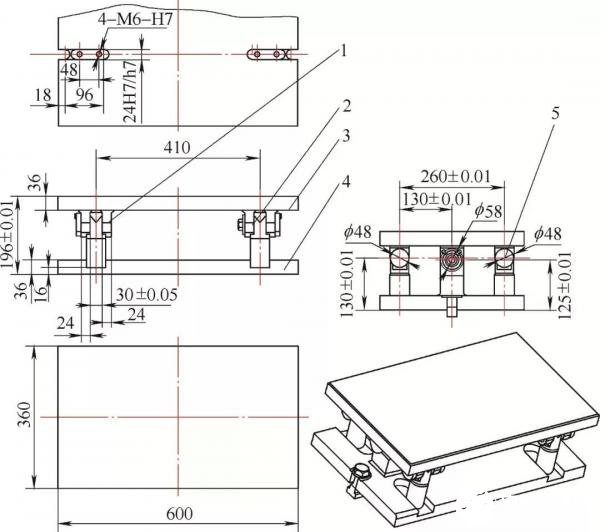
图2 1.中心旋转轴 2.中心莫氏套3.工作台4.底座 5.两侧旋转轴
③该夹具翻转装置采用焊接件即可,分别焊接在底座和工作台上下面,其位置应合理配置。夹具角度旋转应采用精度较高的分度头。且各关键件的加工精度,不得小于8级公差精度。
根据以上分析,该夹具应根据角度工件的形状特点,既要具备较高精度,又要考虑其通用性;既要具备安装中大型工件的能力,又要考虑制作方便可行的经济效益。
四、关键件的设计情况
1.底座
底座是该夹具的基础件(见图3),它必须具备以下条件:
①外形360mm×600mm即可,该大小既要适用于本次工件的加工范围,又要具备一定的通用性和广泛的使用性能,属于中型加工件的专用夹具。
②该件底面的几何公差确定在平面度0.02mm,为工作台安装后的平面精度提供条件。
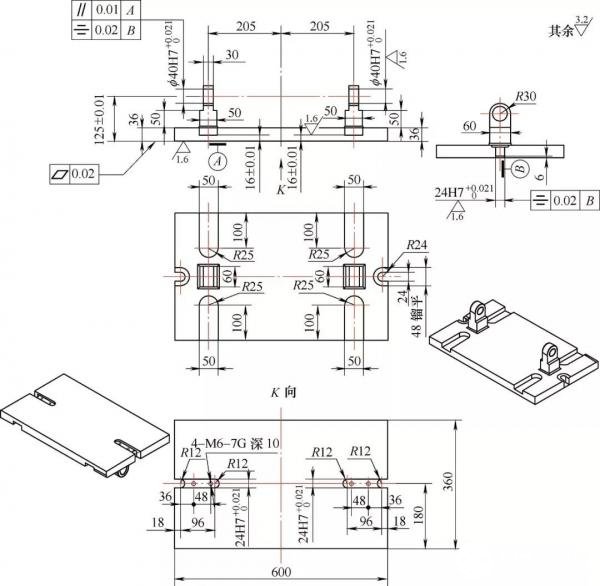
图3
③该孔左右各一个,除保证与底面的尺寸公差外,还必须对称中心0.02mm。
④该底座底面定位键槽宽24H7,与机床本身工作台配套使用。
⑤该定位槽应与旋转孔中心对称0.02mm,以防止使用时旋转中心偏移。
⑥该底座的4个定位槽是固定各种角度定位柱的基面,应与底面统一尺寸(16±0.01)mm。
2.工作台
工作台是和底座链接在一起的关键件(见图4),它除了担负装夹各种加工件的任务外,很重要的是负责旋转各种角度,这就要求具备以下技术要求:
①外形360mm×600mm,与底座配套使用。工作台平面的几何公差确定在平面度0.02mm,为工件精加工时提供合理的装夹精度。
②该件的中间旋转定位孔φ40H7前后各一个,是与底座旋转孔配套使用的,前孔需安装模式4号锥套,后孔则担负着固定安装旋转轴的功能。前后孔对工作台上平面尺寸精度(71±0.01)mm。
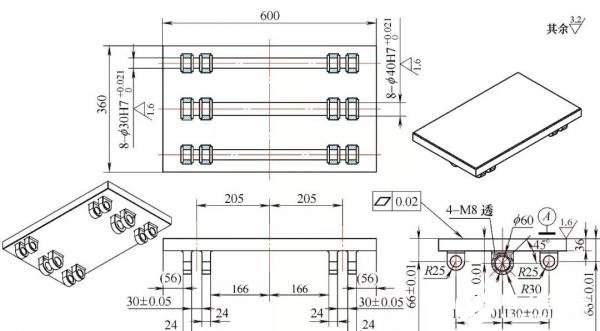
图4
③该件两侧各有4个φ30H7通过孔,在定位孔上安装高精度的转轴,转轴上安装同一高度的旋转定位柱,当角度确定后,用两侧随角度配套使用的角度定位柱,检测旋转角度的正确与否,同时起到固定工作台和稳定工件的作用。
④为防止各套在旋转过程中松动,在中间旋转套的侧面钻有螺钉孔,待套安装后,用沉头螺钉压紧。
3.中心莫式套
该件是安装在工作台中间的前旋转孔上,它除了担负着底座和工作台上下联接的作用外,更重要的是担负着联接分度头安装使用的作用,所以它必须具备以下功能:
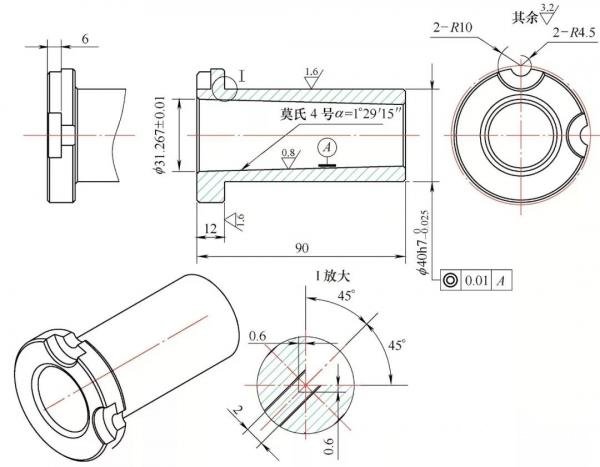
图5
①材料采用45钢,精加工前需热处理硬度48HRC,并且表面发蓝处理。莫氏孔需涂色检查,接触精度≥85%。
②φ40h7外圆与莫氏孔的同心度要求≤0.01mm,表面粗糙度值Ra=0.8mm。为防止转动,在套的端面划两个固定窝,安装时用螺钉将其固定。
4.双莫氏连接轴
双莫氏连接轴是该夹具的附件,它是紧紧联接夹具和分度头的关键工件,承担着联接夹具和分度头承前启后的作用,它既要传递分度头到夹具的转矩,又要保证左右旋转角度的精度。所以,该连接轴的精度需达到以下要求:
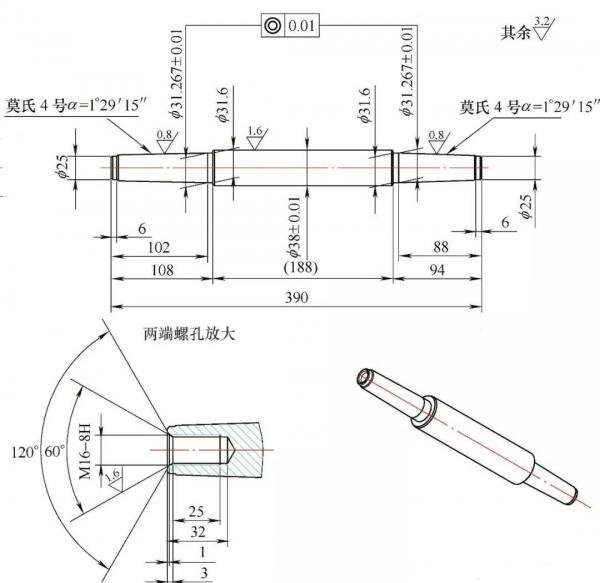
图6
①材料采用40Cr,粗加工后进行调质处理,精加工前进行表面热处理硬度48HRC。前后莫氏锥外圆需涂色检查,接触精度≥85%,同心度≤0.01mm。
③前后孔需采用60?中心孔,表面粗糙度值Ra=1.6mm,并带有120?保护窝。中间连接轴需和两端锥外圆同时磨出,待分度头和夹具联接后,用卡盘轻轻夹紧,即可增加两个联接件的稳定性。
五、被加工件安装过程
根据工艺安排,精加工时,龙门铣床担负工序4:精铣上下面,钻铰各坐标孔,其余各孔点窝;工序5:精铣两斜面,钻铰各坐标孔,其余各孔点窝(用专用夹具)。
工序4在这里不做论述,只介绍一下加工两斜面及斜面上坐标孔的内容。
夹具安装前,按规定位置,在工作台上钻出装夹工件的螺钉孔M16-6H共9个。夹具安装分三步:
①安装前,须将各接触面清洗干净。
②按定位键确定的位置,将夹具安装在龙门铣床的合理位置。
③分度头安装。首先将连接轴安装在分度头的主轴孔内;然后用螺杆拉紧;其次,将分度头轻轻推进夹具的中间莫氏4号孔内,在用螺杆拉紧;最后,用卡盘扳子将连接杆轻轻夹紧,再用扳子将分度头紧固在龙门铣工作台上。
此时夹具和分度头安装完毕,其状态如图7所示。
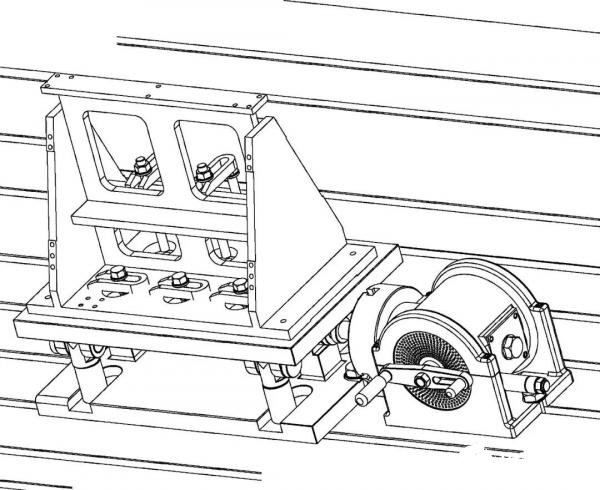
图7
找正工作台平面,用分度头调整左右角度,将分度头盘左侧螺钉松开,将定位销插在分度盘内,旋转时,只需旋转插上定位销的分度盘即可,待用百分表找平后,再将左侧螺钉紧固。
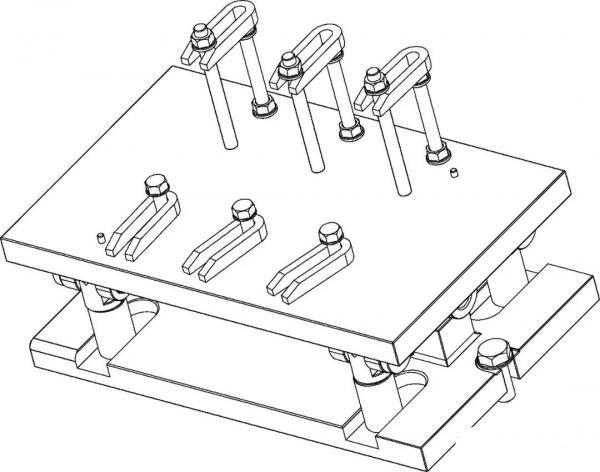
图8 工件安装前,销柱、压板及各螺钉摆放位置
该夹具是一面两销定位。首先,要在工作台上钻出定位孔,两定位孔要按着图样要求在工件中心偏离1.1mm处,用探针确定夹具旋转中心位置,即检测连接轴外圆,当中心确定后,机床主轴移动至相应位置。
工件的夹压螺钉孔,是在把该夹具安装于龙门铣床之前完成的。安装销子后,以销孔定位,将工件安装在工作台上,用螺钉和压板将工件夹紧。按图8所示要求,用分度头左右旋转夹具角度-19.5°、22°。
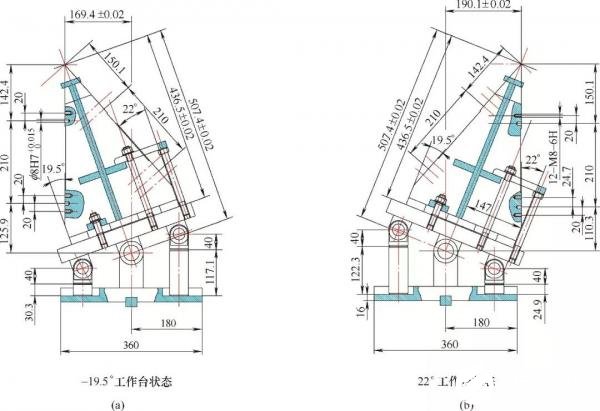
图9
角度确定后,须在该夹具两侧安装左右定位柱,以稳定夹具,并在机床工作台上自找合适位置,将该夹具压紧。
在以上工作完成后,实施加工时,关键加工部位是在Y方向加工左右两侧面时,需要用探针将旋转中心零点确定,加工时,每面各留1~1.5mm用探针检测其实际尺寸,按要求尺寸移动Y方向坐标。然后再反复精加工各斜面成品,两斜面成品的相交点与夹具旋转点距离是保证精度的重点。
责任编辑:gt
-
加工中心和数控铣床的主要区别2024-06-07 5682
-
深圳主轴在数控铣床上的作用 数控铣床主轴2021-08-13 1344
-
浅析数控铣床和加工中心床之间的区别?2021-03-25 3804
-
数控龙门铣床怎样自制具有简单而精确旋转功能的先进夹具2020-01-24 5941
-
数控加工中心与数控铣床最大的区别2019-10-11 16332
-
数控铣床的作用有哪些2019-08-24 14378
-
数控铣床加工实验2010-02-24 1602
-
森兰变频器在龙门铣床上的应用2009-05-14 1005
-
数控铣床的操作与加工实验2008-12-30 2898
全部0条评论

快来发表一下你的评论吧 !
