

基于RFID的拉式生产是怎么回事
RF/无线
描述
1、引 言
目前国内许多制造企业都上了ERP系统,并希望实现从推式生产到拉式生产的转换,但实际应用效果并不理想。其中最主要的原因是企业基础数据采集困难,人工录入数据经常出错,导致生产经营活动的障碍。RFID(Radio Frequency Idenfification,射频识别)技术可以帮助企业实现数据的自动实时采集,可以对生产信息提供实时反馈,加强对生产加工数据的分析和监控,加强车间生产控制,全面反映生产过程状态信息,有效敏捷地进行生产。
2、RFID相关技术
RFID读写器可以通过无线的方式,对存储于RFID标签中的数据进行自动采集,以获取被标识对象相关信息。随着技术的发展,RFID逐渐 开始被应用到离散制造行业中。RFID在离散制造业中的应用将改变离散制造企业的生产经营方式。
2.1 RFID数据采集单元
一个RFID数据采集单元由RFID读写器侗定或移动)、天线(内置或外置)、RFID标签三部份组成。RFID标签具有体积小、容量大、寿命长、可重复使用等特点,可支持快速读写、非可视识别、移动识别、多目标识别及路径跟踪等。
2.2 RFID集成框架
RFID集成框架包括三个部分:RFID识别单元、RFID边缘服务器和集成服务器。如图1所示。

图1 RFID集成框架
(1)RFID识别设备。它包含了RFID数据采集单元的设备,这些设备可能与PDA、扫描仪和打印机等设备集成在一起。
(2)RFID边缘服务器。它和RFID识别设备相连,对传人的RFID事件进行聚合、监视、解释、筛选和存储。如果事件达到系统管理员指定为临界点的阈值点,预期的收件人将收到实时警报。
(3)集成服务器。它接受边缘服务器传来的信息。并对信息进行业务逻辑加工,以便与管理信息系统进行业务逻辑集成。此类系统包括供应链管理(SCM)、客户关系管理(CRM)和企业资源规划(ERP)等。
对于RFID采集的数据量不是太大或者业务逻辑不太复杂的应用,RFID边缘服务器和集成服务器具有良好的可伸缩性。
3、拉式生产
拉式生产是JIT(Just In-TIme,准时制)生产方式,JIT是在日本丰田汽车公司生产方式基础上发展起来的一种管理模式,主要用于重复式生产。JIT的哲理为:“仅仅在需要的时刻,按照需要的数量,生产真正需要的合格产品”,从而控制库存,甚至追求企业内部达到“零库存”的理想境界,其核心思想是消除无效作业和浪费。看板作业和反冲是拉式生产的两个关键环节。
3.1 看板作业
看板作业如图2所示。

图2 看板作业示意图
拉式作业根据MPS(main ProducTIon Planning,主生产计划)和客户需求制定日产计划。从最后总装开始,生产线上的每一个部门都只生产下一个部门所急需的产品与半成品,每一个生产活动都受到下一个生产活动的拉动。传递信息的“看板”可以利用软件系统来实现。看板作业可以大大减少在制品库存以及等待排队时间,消除不必要的存货,从而缩短制造周期,降低企业的成本。
3.2 反冲
短周期和小批量是提高响应市场变动灵活性的有效方式,但小批量可能会增加事务处理的工作量。反冲是一种事后扣减登陆的方法,可以减少物料发放和接受事务。它根据实际消耗量(完成和报废的零部件和成品),及单层物料结构冲销库存记录中相关物料的库存量,更新库存现有量,同时计算成本。根据监控要求可以在用户定义的任意两点问设置反冲点进行反冲。采用反冲的条件是准确无误的单层物料单和替代记录以及反馈和执行信息(完成数量和废品数量)。
3.3 当前实现拉式生产面临的主要问题
(1)难以突破重复生产的限制,支持小批量、多品种生产。
(2)缺少准确确定加工提前期的方法和数据,难以协调生产工序问进度。
(3)质量问题无法跟踪,高不良率导致无法实现反冲。
(4)各个工作中心将交接的单据和手续非常复杂,影响生产效率。
(5)瓶颈工序难以确认,问题难以解决。
4、基于RFID的拉式生产系统
4.1 基于RFID的拉式生产系统体系结构
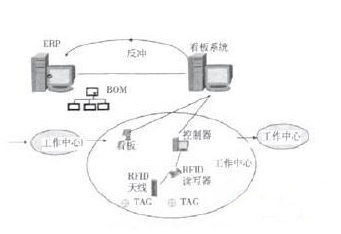
图3 系统体系结构
基于RFID的拉式生产系统体系结构如图3所示,该系统在各工作中心配置13.56MHz的RFID读写器及存储容量为2KB的标签,以构成RFID数据采集单元。数据采集单元和控制器通过RS485-RS232经多串口卡扩充并连接。控制器与看板系统之间通过千兆以太网连接,进行基于TCP/IP协议的数据传输。看板系统通过和ERP系统集成获取和BOM、工作中心等相关信息,并将RFID数据采集单元采集到的信息汇总处理。看板系统一方面将相关信息反馈给ERP系统进行物料的反冲,并为提前期、工作能力等方面信息的修正提供参考,另一方面通过液晶显示屏指示工作中心进行拉式作业。
4.2 与BOM集成
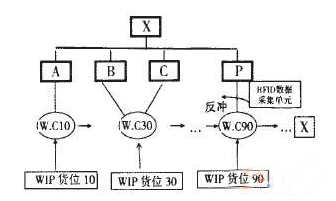
图4 RFID系统与BOM集成
如图4所示,BOM(Bill Of Material)按照其在生产线上的生产顺序展开,工作中心同货位对应,便于发料和统计物料消耗。看板系统与BOM集成以实现对不同物料需求的控制,通过安装在工作中心的RFID数据采集单元实现工作中心间的拉式关系。工作中心和其原材料供应子库一一对应。将存放在WIP货位的材料与工作中心一一对应起来。并设计工作中心WIP的定置区域,定置区域要求确定品种、数量及指定的管理人员。设计要使之能通过物料转移(即出库入库操作)和完工反冲等特定的操作,使之当WIP货位材料发生进,出变化时,计算机系统中货位自动地进行增减计算。通过以上集成,可以实现以下四方面的功能:
(1)快速组织新产品生产。根据不同的加工物料和加工工艺快速组织新的生产。这种方法在一定程度上缓解了拉式生产仅适用于重复生产的限制,使拉式生产线可以适应小批量、相近品种的变化。
(2)物料反冲。通过工作中心的产品和货位的货物信息实现物料管理的反冲。反冲的使用使得产品成本的核算精确,并且减少了物料发放和接受事务,提高了生产效率。在完成反冲工序后,工序拉式物料即被发放至重复性计划。这些物料是从分配给该物料的供应子库存中拉出的。
(3)生产线管理的可视化。生产线可视化的目标是使企业管理层能够实时地发现在制品生产和生产线运转状态。通过安装在工作中心的RFID信息采集器,可以实时采集到各个工作中心的生产情况。并反馈到看板系统,管理人员可通过看板管理系统实时监控和管理。
(4)工作中心生产节拍协调。通过不同工作中心间配合数据,协调各个工作中心的工作节奏。生产线上的生产节拍受瓶颈工序的制约,物料的流速超过瓶颈工序后,在瓶颈工序的前端就会出现多余的库存。拉式生产要求如果生产线上出现故障,则全线停车,以防止生产过量库存,同时彻底清查故障,并排除故障根源。根据实际情况,我们建议为保证瓶颈工序能力的充分发挥,在瓶颈工序前可以设置缓冲量,以保证在上游工序出现问题时,有足够储备使瓶颈工序不致停工。同时应想方设法压缩瓶颈工序的加工提前期。可以使用企业生产诊断器在工作中心内部进行诊断。
4.3 企业生产诊断器
为缩短交货期,必须缩短加工提前期,瓶颈工序的提前期是必须重点压缩的部分。瓶颈工序提前期中哪些部分是可以压缩的,哪些是难以压缩的,要进一步划分加工提前期,再深入分析。加工提前期可以分解为五种作业时间,即:排队、准备、加工(质检)、等待和传送时间。其中只有加工为增值作业,如果要想缩短加工提前期,应当分析压缩其他四种作业时间。可在工作中心内部设置的基于RFID的企业诊断器(如图5),进行五种时间的分析,将RFID数据采集单元集成到工作中心,在质检环节通过手持RFID设备写入相关信息。通过企业生产诊断器可以有效减少拉式生产中的非增值作业时间。同时通过质检环节的RFID信息记录,能有效降低拉式生产中的不良率。
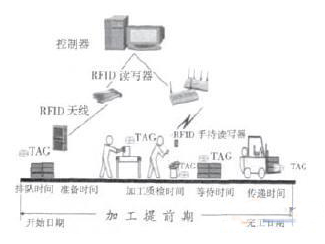
图5 基于RFID的企业生产诊断器
5、结束语
拉式生产离不开先进高效的信息采集手段,基于RFID的拉式生产系统可以实时采集生产现场的信息,并通过和ERP系统中BOM集成拓展了拉式生产的应用范围。随着RFID技术的不断成熟以及RFID应用成本的下降,本方案将有很好的应用前景。
责任编辑:ct
-
等离子电视自发光是怎么回事2010-03-27 1806
-
隔天测量的结果看起来不同,怎么回事?2019-01-19 4513
-
LDO过热是怎么回事?无法「降温」又该怎么办?2019-07-02 18620
-
基于RFID的拉式生产是什么样的2019-12-20 1337
-
空调制冷不制热是怎么回事2020-03-11 12777
-
网站服务器失去响应怎么回事2020-05-07 5287
-
MLCC电容啸叫是怎么回事?资料下载2021-04-03 1357
-
线性科技是怎么回事?2021-04-21 1007
-
时控开关只能开不能关是怎么回事2021-06-24 17670
-
苹果14.2系统微信收不到信息怎么回事2021-09-09 12770
-
物联网网关是什么,物联网网关是怎么回事2022-03-03 4737
-
所有这些干扰是怎么回事?2022-11-04 813
-
CNN到底是怎么回事?2023-06-28 5633
-
中频炉谐振电容小是怎么回事?2023-11-10 2244
-
大带宽服务器推流延迟怎么回事2024-09-03 1750
全部0条评论

快来发表一下你的评论吧 !
