

基恩士高精度位移传感器系统的工作原理解析
MEMS/传感技术
描述
开发背景:
在手机、电脑等显示屏的制作过程中,有一道玻璃粘合的工序,此工序对于高度的控制要求极高,经常出现高度不匀、玻璃破碎的现象,此工序的报废率极高,浪费大量人力物力。
系统配置:
设备有两台伺服马达、FX3U系列PLC,配置232通讯模块、HMI、高精度位移传感器,配置放大器和通讯模块。一台伺服马达用于水平送料,一台伺服马达用于调整压合机构。
工作流程:
把工件放到工作台上,按下启动按钮开始工作,工作台快速前进把工件带到检测位置,同时压合机构也下降一定的位置,电机停止,高度检测传感器探头伸出进行检测,检测完成后,探头缩回,工作台低速前进,同时滚筒下降,下降高度有检测的工件厚度确定,工作台前进到设定的工作距离后停止前进,同时滚筒上升,上升到一定高度后停止上升,工作台快速返回,工作结束。

基恩士高精度位移传感器系统介绍:
1、 接触式高精度位移传感器GT2-A32。量程范围32MM,分辨率高达0.5μm。能够满足精度控制要求。
2、 放大器GT2-71N。DIN导轨安装方式,易于安装,数显范围-199.999.9 至 199.999.9,显示分辨率高达0.1μm,采样速度为1000次/秒,能够满足精度控制要求。
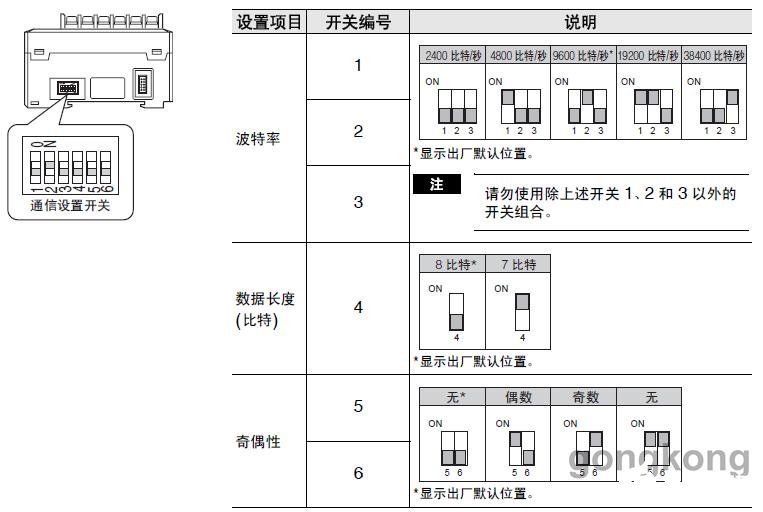
3、通讯模块DL-RS1A。此模块为232通讯方式,通讯线缆的长度不能超过15米,下图为DL-RS1A的通讯规格。

波特率、数据长度、奇偶性通过侧面的拨码开关进行设置,组合图如下图所示。
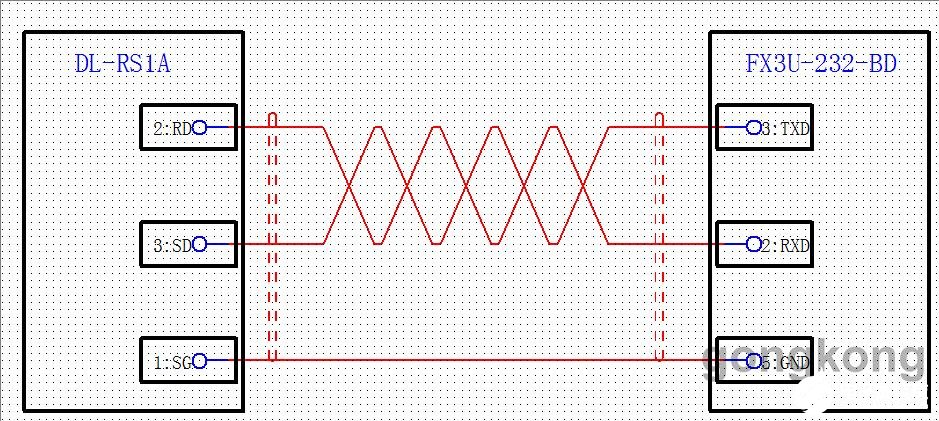
与FX3U-232-BD模块的通讯接线图如下图所示
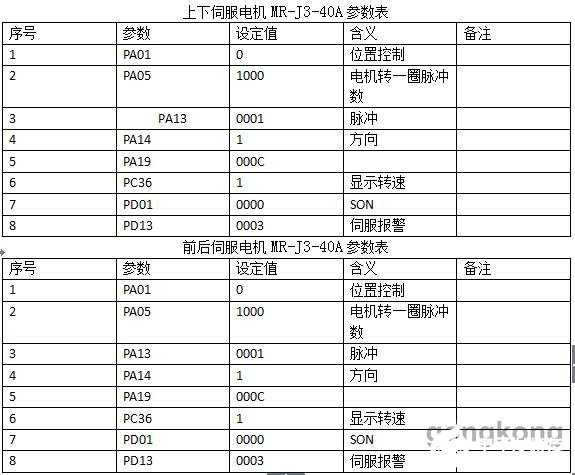
伺服系统:两套伺服系统都选择了三菱的伺服系统。压胶升降机构选择了驱动器MR-J3-40A和电机HF-KP43B(带刹车),并配置1:5的减速机,送料机构选择了驱动器MR-J3-20A和电机HF-KP23。主要参数设置如下表
PLC程序:首先设置FX3U-232-BD模块的通讯参数,设置波特率为9600,停止位为1,奇校验,数据长度8位,程序如下:
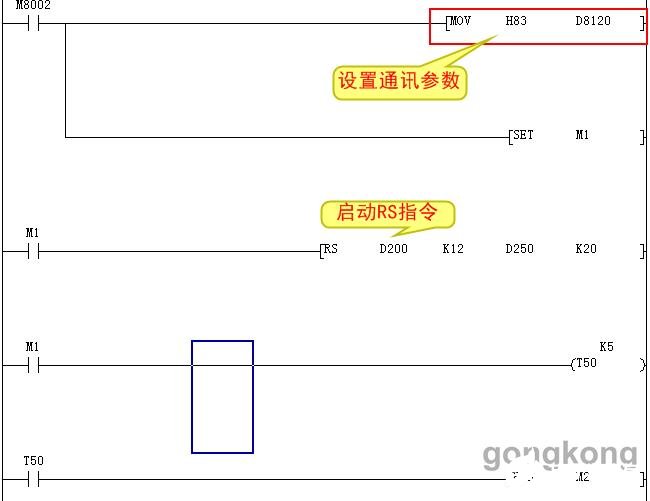
启动RS指令后延时0.5秒发送出读取数据指令,读取数据内容的代码请参考DL-RS1A手册
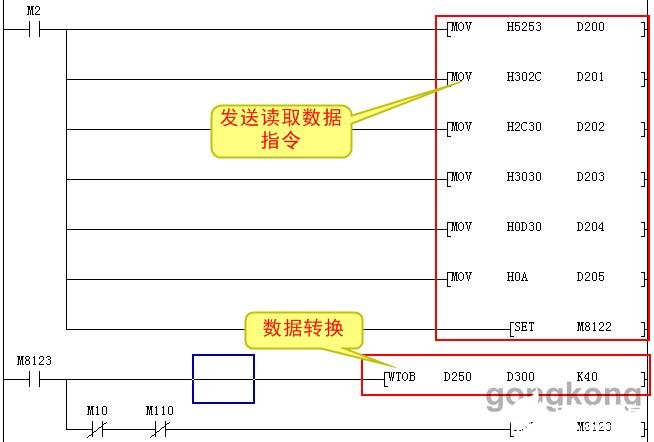
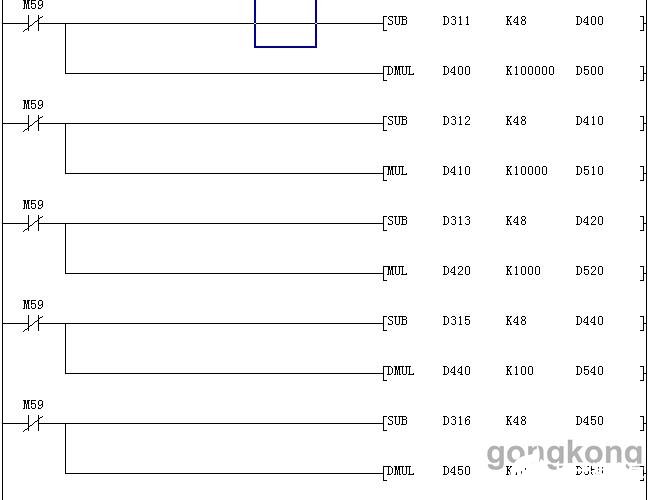
最后的数据处理。

责任编辑;zl
-
杭州回收基恩士接触位移传感器GT2-H12,回收基恩士位移传感器2021-11-26 690
-
基恩士接触式位移传感器/视觉系统回收-基恩士LR-W500传感器2021-11-10 881
-
回收基恩士传感器2021-06-23 723
-
山西地区回收基恩士传感器专业收购基恩士PLC模块2021-05-07 737
-
常年大量回收基恩士;位移传感器,激光传感器2021-04-18 1264
-
基恩士传感器高价回收-宁波回收基恩士视觉系统2021-01-20 1095
-
深圳基恩士位移传感器回收2020-12-07 562
-
云浮回收基恩士KEYENCE接触式传感器本地回收2020-11-09 899
-
武汉有回收基恩士gt2系列传感器-回收基恩士plc模块光纤传感器2020-11-02 796
-
江苏回收传感器,回收基恩士位移传感器2020-09-10 1206
-
哪里回收基恩士接触位移传感器2020-09-07 529
-
徐州回收基恩士传感器/基恩士传感器,读码器回收2020-08-22 731
-
基恩士传感器2016-06-17 688
全部0条评论

快来发表一下你的评论吧 !
