

焊接应力产生的原因_减少焊接应力的措施
焊接与组装
描述
焊接应力产生的原因
焊接过程中焊件受到的不均匀局部加热和冷却是导致焊接应力和变形产生的根本原因。图1-3-4为低碳钢平板对接焊时产生的应力和变形示意图。
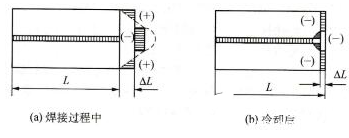
平板焊接加热时,焊缝区温度最高,其余区域的温度随距焊缝长度的增加而降低。热胀冷缩是普遍的物理现象,金属由于各部分加热温度不同,所以单位长度的胀缩量。ξ=α△T也不相同。即受热时按温度分布的不同,焊缝各处应有不同的伸长量。假如这种自由伸长不受任何阻碍,则钢板焊接时的变化如图1-3-4(a)中虚线所示。但实际上,由于平板是一个整体,各部分的伸长必须相互协调,不可能各处都能实现自由伸长,最终平板整体只能协调伸长△L。
因此,被加热到高温的焊缝区金属因其自由伸长量受到两侧低温金属自由伸长量的限制而承受压应力(一),当压应力超过屈服点时产生压缩塑性变形,使平板整体达到平衡。同时,焊缝区以外的金属则需承受拉应力(+),所以整个平板存在着相互平衡的压应力和拉应力。这种室温下保留下来的焊接应力和变形,称为焊接残余应力和变形。
在焊接结构生产中,焊接应力和焊接变形一般是同时存在且相互制约的。当结构的刚度较小,焊接过程中能够比较自由地膨胀和收缩时,则焊接应力较小而变形较大;反之,则变形较小而焊接应力较大。
减少焊接应力的措施
一、预留收缩变形量
根据理论计算和实践经验,在焊件备料及加工时预先考虑收缩余量,以便焊后工件达到所要求的形状、尺寸。
二、反变形法
根据理论计算和实践经验,预先估计结构焊接变形的方向和大小,然后在焊接装配时给予一个方向相反。大小相等的预置变形,以抵消焊后产生的变形。
三、刚性固定法
焊接时将焊件加以刚性固定,焊后待焊件冷却到室温后再去掉刚性固定,可有效地防止角变形和波浪变形。此方法会增大焊接应力,只适用于塑性较好的低碳钢结构。
四、选择合理的焊接顺序
焊接焊缝较多的结构件时,应先焊错开的短焊缝,再焊直通长焊缝,以防在焊缝交接处产生裂纹。如果焊缝较长,可采用逐步退焊法和跳焊法,使温度分布较均匀,从而减少了焊接应力和变形。
五、锤击焊缝法
在焊缝的冷却过程中,用圆头小锤均匀迅速地锤击焊缝,使金属产生塑性延伸变形,抵消一部分焊接收缩变形,从而减小焊接应力和变形。
六、加热“减应区”法
焊接前,在焊接部位附近区域(称为减应区)进行加热使之伸长,焊后冷却时,加热区与焊缝一起收缩,可有效减小焊接应力和变形。
七、焊前预热和焊后缓冷
预热的目的是减少焊缝区与焊件其他部分的温差,降低焊缝区的冷却速度,使焊件能较均匀地冷却下来,从而减少焊接应力与变形。
-
6种方法去除焊接应力2025-02-18 3162
-
焊接应力是什么?6种方法轻松去除2024-11-28 4169
-
SMT贴片加工产生焊接裂缝的原因是什么?2024-07-02 1503
-
激光焊接技术在精密焊接应用的特点2023-07-20 1459
-
减少焊接机器人应力与变形的工艺措施2020-10-12 3805
-
焊接应力的不利影响_消除焊接应力的有效方法2020-02-04 4380
-
不锈钢薄板焊接应力的产生及消除方法2019-12-27 10694
-
焊接变形的原因_防止焊接变形的措施2019-11-15 23238
-
焊接裂纹的概念和界定_焊接裂纹的种类2019-10-25 12644
-
普通焊接结构存在的问题2018-09-04 2216
-
弯脚及焊接应注意的问题2008-09-08 1976
全部0条评论

快来发表一下你的评论吧 !
