

焊缝余高的控制措施有哪些
电子说
1.3w人已加入
描述
标准对余高的要求
1、JB4732对疲劳设备要求打磨,其他设备有限制范围,基本是是不影响贴片即可,没必要打磨。
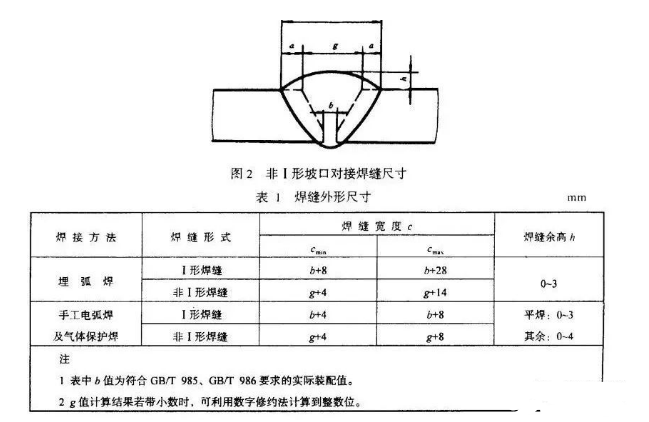
2、中国国家标准GB150是这样规定的,见图表格与图:

欧美国家对余高的要求
打磨。外观质量好是国外产品畅销的原因之一,另外打磨之后能防环境腐蚀、避免产生过大的应力集中、延长了焊缝的使用寿命。
余高的处理建议
提倡打磨,确实好。标准是最低要求,所以建议对重要设备或投资较大的设备进行打磨,对投资小的设备就没有必要进行打磨了。
焊缝余高的控制措施
调整好焊接线能量检查焊接线能量是否合适,一般用焊接接头的酸蚀样来检查。
一是检查内外焊缝的重合量的程度;
二是检查焊道腰部的宽窄;
对重合量的规定一般是大于1.5mm,但笔者认为内外焊缝的重合量以1.3~3.0mm较合适,若超过3.0mm就说明线能量大了。线能量大,不仅仅是熔深大,而且焊缝余高也大,如不开坡口或U形槽,焊缝余高就更大。这是因为焊接线能量越大,单位时间内熔化的焊丝必然增加。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
基于视觉传感的焊缝跟踪技术2018-11-02 0
-
HD6系列激光焊缝跟踪器,焊缝跟踪系统2018-11-22 0
-
焊缝跟踪:自动化机器人实时焊缝跟踪寻位2019-04-19 0
-
变频电机绝缘损坏的机理及控制措施2021-02-04 0
-
HEL-X8II型便携式电流互感器检定装置有哪些危险点及控制措施2021-08-04 0
-
大型电力变压器铁心油箱噪声控制措施2009-11-24 567
-
主变压器检修危险点及其控制措施图表分析2009-12-10 3602
-
PCBA免清洗工艺管理的质量要求与控制措施2019-12-26 4394
-
焊接应力的控制措施_焊后消除应力的方法2020-02-04 14250
-
焊缝余高的作用_焊缝余高的利与弊2020-02-04 12140
-
焊缝余高的坏处_焊缝余高过大的危害2020-02-04 12531
-
机电一体化中的电机保护与控制措施2021-08-14 1203
-
静电的危害及控制措施有哪些2024-01-22 2906
-
焊缝检测方法有几种类型?2024-05-08 627
-
激光焊锡时如何控制焊缝精度2024-11-11 209
全部0条评论

快来发表一下你的评论吧 !
