

用PLC设计的简易的机械手控制电路
PLC/PAC
描述
在实际生产中很多系统都需要具有多种工作方式,例如,系统既能自动地循环执行一个完整的动作过程,又能使用手动操作运行其中一个特定的动作。系统常见的工作方式可以分为手动、单步、单周期(半自动)和连续(全自动)四种工作方式,而后三种工作方式都属于自动工作方式。
对一个生产设备来讲,上述的各种工作方式是不能同时运行的。所以,可以借用计算机程序设计中模块化的编程思想对这几种工作方式的程序分别进行编程,最后再综合起来,这样可以大大简化程序的设计,而且设计出来的程序其可读性、可移植性和可维护性也会较强。
今天为大家介绍一个用plc设计的简易的机械手控制电路。
控制要求示意图:
当按下启动按钮X1后,机械手先向下移动再向上移动,然后向右移动再向右下移动,再向右上移动,再回到原点。(我们可以想像成一个机械手抓持着一个工件,把工件从一个位置移动到另一个位置)。
I/O分配表:
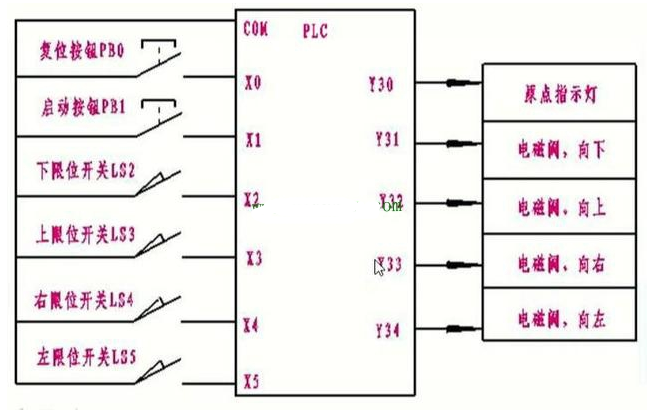
首先我们先把输入与输出的分配给编好。
流程图:
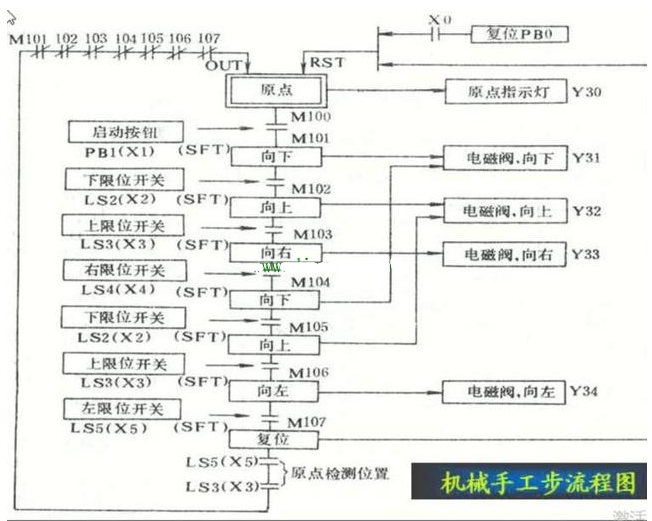
像设计这种带有步进顺控指令的电路,我们可以先画一个流程图以方便我们一步步的分析与设计电路。首先机械手从原点开始先向下——向上——向右——右下——右上——向左——复位。然后步与步之间的转换条件我们可以设置成各个限位开关,然后我们通过移位指令把M101到M107的各个指令一步步激活。
梯形图:
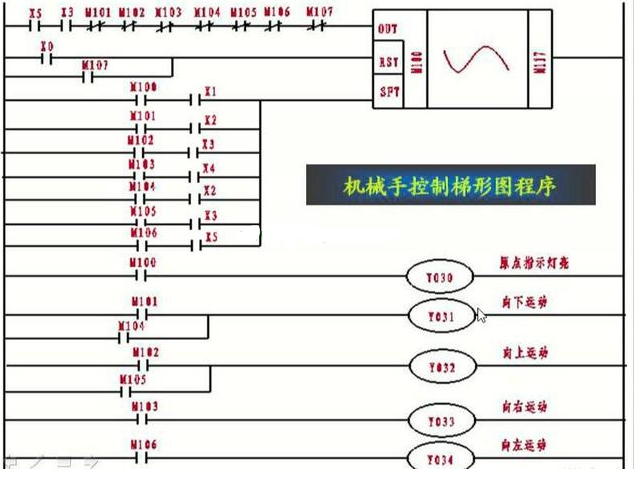
当我们在启动前机械手位于原点位置,X5(左限位开关),X3(右限位开关)是被压合的,就会传输一个1到M100里面去,然后M100的常开触点闭合,按下启动按钮X1,M100的数据通过移位指令移到M101里面去,机械手向下运动,当碰到下限位开关X2后,M101的数据通过移位指令移到M102里面去,机械手向上运动,当碰到上限位开关X3后,M102的数据通过移位指令移动到M103里面去,机械手向右运动,,,,,,以此类推,一直到M107复位指令。如果我们想让机械手直接复位也可以按下X0复位按钮,这样机械手就可直接复位。
-
PLC经典实例:简易机械手的PLC控制线路与程序详解2022-12-05 52896
-
PLC控制机械手设计2008-12-13 3005
-
基于PLC控制系统的平面喷涂机械手2009-05-15 1037
-
机械手的PLC的自动控制2008-09-30 5952
-
机械手行车控制电路2009-02-09 1741
-
基于PLC控制的注塑机专用机械手2009-06-16 2466
-
PLC在机械手控制系统上的应用2009-06-17 10856
-
PLC在机械手步进控制中的应用2009-06-19 2470
-
基于PLC的四轴联动简易机械手控制系统2010-08-02 6905
-
基于PLC的机械手混合驱动控制2011-08-15 1294
-
基于PLC的机械手控制设计(毕业设计)2015-11-13 2679
-
PLC数控机床上料机械手控制系统设计2018-02-06 2926
-
西门子PLC入门级应用实例:简易机械手控制2018-09-20 15517
-
用三菱PLC控制机械手实例2023-04-20 10307
-
PLC在机械手控制系统中的具体应用2024-06-17 4238
全部0条评论

快来发表一下你的评论吧 !
