

基于mm440变频器实现连铸机切割自动控制系统的设计
工业控制
描述
1、引言
济钢集团第三炼钢厂是济钢集团“十五”期间的重点投资项目,引进的是国内外一流的先进设备和自动化控制技术,其装备达到国内一流、国际先进水平。在转炉、连铸自动化控制体系中,根据现场总线的特点和系统的需要应用了多种总线(profibus、controlnet、devicenet)构成的现场总线控制系统(fcs),这些总线控制系统给转炉、连铸系统提供了安全而可靠的解决方案。1#连铸机是引进vai(奥钢联)的板坯连铸机,是目前我国技术最先进、自动化程度最高、配套设施最完善的连铸机之一,其切割机系统选用的是基于profibus的mm440变频器构成的现场总线控制系统。
2、连铸机控制系统
济钢三炼钢工程包括铁水予处理,120t转炉、lf/vd精炼及板坯连铸机等多个项目,整个工厂的eic三电自动化控制系统的配置达到世界先进水平。连铸机系统做到三电自动化控制的一体化,包含过程控制级l2和基础控制l1级和l0,同时也予留出与l3级的通讯接口及数据存放区,下面将三级系统分述如下。
3级(lelvel3): 制订全厂生产计划,产品协调及产品跟踪,l3系统涉及三炼钢厂各生产工序和后部的中厚板车间,l3系统的实现需要各工艺单元,生产管理及调度部门结合工厂的实际情况来考虑,另立项目,统一协调。
2级(lelvel2):各工艺控制单元的计算机操作指导,特殊工艺过程的设定计算及工艺过程的数据收集。
1级(level1):实时控制级,根据操作指令,过程计算机的设定计算及现场元件的检测信号,完成生产设备的逻辑顺序控制和pid调节。
0级(level0):l0级主要是传动设备本身的控制、i/o控制和管理。在现代化的控制系统中,ac/ac的传动装置(变频装置)由本身自带cpu的数字装置控制和监视,并与l1级在网上进行数据通讯。
l0到l3级的自动化系统完成整个工厂的生产计划,产品管理,工艺区接口协调、过程最佳化及设备控制,可实现整个工厂的生产自动化,参见图1。
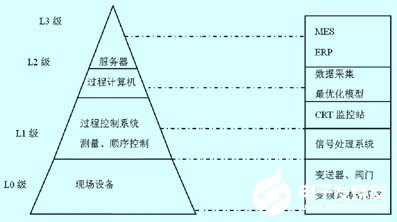
图1 连铸机控制系统结构
3、切割机控制系统
3.1 切割机设备组成
1#连铸机的切割机是从德国gega公司引进的整套设备,是火焰切割机,其主要作用是将铸坯切割成定尺或倍尺长度,并可进行坯头、坯尾及试样切割。与引锭杆分离后的铸坯按拉坯速度进入切割区,火焰切割机切掉300mm左右长度的切头,掉入下部的切头收集箱内,切头切割以后的铸坯按要求的三倍尺长度切割。切割期间,靠夹持装置,火焰切割机与铸坯同步行走,铸坯长度通过测量辊测量,切割自动进行,并且考虑二级自动化系统的长度优化。切割机系统包括机械、能源介质供应和控制、电气仪表控制等自成系统配套的机电一体化装置。切割机由以下设备组成:切割机支撑结构,切割机械设备,能源介质供给控制,铸坯长度测量装置,电气控制系统,热防护装置。
3.2 切割机工艺过程
切割机工艺过程一般由坯头切割、定尺切割、坯尾切割三个过程组成。最主要的定尺切割工艺过程如下:
当测量轮计数接近定尺前500mm小车预下降,到位后双枪同时往里移动,当边探碰到铸坯外壳时,预热氧、预热煤气打开进行预热,在这段时间内切割枪是不动作的,当完全到达定尺后,小车下降到位(压住铸坯),同时打开切割氧进行切割,先以初始割速切割(正常割速的30%),切割50mm后以全速进行切割,双枪在相距120mm相遇后,2#枪关闭切割氧,停止切割并返回原始位,关闭所有介质,由1#枪继续切割,多切过10mm后1#枪也停止切割,关闭所有介质返回原始位,同时小车上升大车后退返回原始位,等待下一个定尺。
3.3 切割机控制系统
(1)切割机控制系统。切割机自动控制系统采用一台西门子 s7-300 和一台pcs smart 1200触摸屏构成,通过工业以太网模块和tcp/ip协议将plc和l1级控制系统连接起来,通过profibus-dp接口与mm440变频器和pcs1200触模屏通讯,见图2所示。
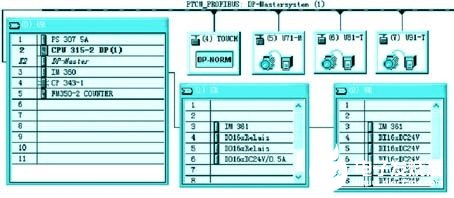
图2 切割机控制系统
(2)切割机主要传动系统
切割机的行走:一台siemens micromaster 440型变频器拖动两台0.75kw电机,电机带热开关保护,每台电机带有一个电磁抱闸线圈,行程控制是由一个增量型编码器和行程限位开关组成。
切枪的行走驱动:每个切枪的行走是由一台siemens micromaster 440型变频器拖动1台0.3kw电机进行的,切枪行走的位置分别由两个增量型编码器和接近开关控制。
切割机的升降系统:切割车的升降是由一台变极调速电机(285/1375rpm 0.28/2.3kw)采用接触器正反转双绕组六抽头进行驱动的,行程控制是由限位开关组成的。
4、profibus现场总线
4.1 现场总线的定义及特点
现场总线,按照国际电工委员会iec/sc65c的定义,是指安装在制造或过程区域的现场装置之间、以及现场装置与控制室内的自动控制装置之间的数字式、串行和多点通信的数据总线。以现场总线为基础而发展起来的全数字控制系统称作fcs。
现场总线作为连接控制系统中现场级装置和控制设备的双向数字通信网络,与传统的dcs系统相比其优点是明显的:增强了现场信息的集成能力;抗干扰能力增加、系统可靠性提高;安装便捷、可维护性好;具有开放性、互操作性、互换性、可集成性;降低了工程成本;具有ip67防护等级,可现场安装;能自动诊断故障部位。
4.2 profibus总线
profibus是一种国际化、开放式、不依赖于设备生产商的现场总线标准。广泛适用于制造业自动化.流程工业自动化和楼宇、交通电力等其他领域自动化。中央处理器(如plc/pc)通过高速串行总线同分散的现场设备(如i/o、变频器、阀门)进行通讯,多数数据交换采用周期方式。profibus-dp是用于现场设备级的高速数据传输,通讯介质采用屏蔽的双绞铜线电缆,共用一根导线对,通讯速率可选用9.6kbit~12mbit/s,通讯距离可达12km。profibus总线的通信能力强,与变频器的通信最多可有10个字的通信能力。
4.3 profibus-dp的数据通讯格式
profibus-dp总线方式允许在plc和传动装置(变频器、运动控制器)之间进行快速的数据交换。对传动装置的存取总是按照主-从方式进行的,传动装置总是从站,且每个从站本身都有明确的地址。profibus周期性传输的报文结构如图3所示。
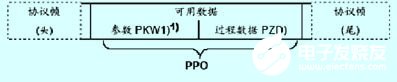
图3 profibus-dp报文结构
4.4 profibus-dp的用户数据
对于传动装置可用数据区被划分成2个数据区,它们以各自的报文进行数据传送。
(1)过程数据区(pzd):控制字和设定值;或状态字和实际值。
(2)参数区(pkw):用于读写参数,读出故障信息等。pkw和pzd共有五种结构形式即:ppo1、ppo2、ppo3、ppo4、ppo5,其传输的字节长度及结构形式各不相同。
根据自动化网络中传动装置的任务不同,在plc和变频器通讯方式配置时要对ppo进行选择。mm440变频器仅支持ppo1、ppo3两种结构,在切割机系统中采用了ppo1型通讯报文(4pkw+2pzd),它的报文结构如图4所示,图4中符号的意义如下,pkw:参数标识符;pzd:过程数据;pke:参数标识符;ind:索引;pwe::参数值;stw:控制字;zsw:状态字;hsw:主设定值;hiw:主实际值。
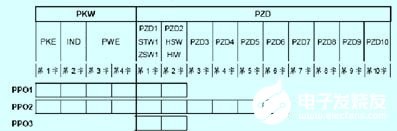
图4 ppo的报文结构
5 切割机控制系统硬件技术
5.1 plc系统
切割机plc系统作为连铸机l1系统的一个子系统,其系统设计本着可靠、先进、开放的原则,综合考虑系统的性能价格比,根据工艺方案和机械设备条件,系统结构尽可能统一,同时应与其它l1级子系统保持一致。连铸l1级plc系统选用的是siemens s7-400系列plc。根据切割工艺性能要求,plc系统cpu 选择s7-315-2,通过cp343通讯模块与l1级工业以太网通讯,同时通过profibus-dp接口与mm440变频器和pcs smart 1200触摸屏通讯。
5.2 人机界面
根据工艺特点及现场环境,切割机人机界面选择pcs smart 1200触摸屏。在性能上有以下特点;(1)简单快速配置,配置数据是可以恢复的;(2)可用标准windows工具进行配置;(3)使用软键、功能键或触模控制,简化了操作,也保障了操作的安全性,易于使用;(4)和西门子plc完美结合,使整个系统在硬件和软件均达最优化,尤其是通讯支持profibus-dp总线协议。
5.3 mm440变频器特点
(1)丰富的控制功能。通过p1300参数可以选择从v/f控制到带传感器的矢量控制vc等12种不同特点的控制模式,适用于恒转矩、变转矩等各种性质负载,满足各行业的驱动控制要求。在本控制系统中,采用v/f方式来驱动各分部电机;
(2)强大的通讯功能。利用profibus通讯可选件,可以将mm440接入开放的、高速(12mb/s)的dp网,实现性能更佳、精度更高的通讯控制。
(3)自由功能模块和bico技术。mm440继承和吸收了6se70工程型变频器的许多优良特点,其中最具实用性的是具有区别一般通用变频器的自由功能模块和bico技术,利用丰富的自由功能模块和灵活的bico技术,可方便地实现各种不同目的的组态设计,完成复杂控制设计的要求;
(4)丰富的停车和制动功能。mm440具有3种停车方式,即按斜坡减速停车(off1)、惯性停车(off2)快速停车(off3)。3种制动功能,即直流制动、复合制动、动力制动(须外接制动电阻,75kw以下已内置制动单元)。停车方式和制动方式的灵活配用,可适应不同机械惯性负载的要求。本系统选用了off1、off3、母线电压调整等功能以适应高速时的停车制动不同要求。
6、切割机控制系统硬件配置
在一次切割机控制系统中,plc硬件组态、编程使用step7 v5.1,step7是用于simatic可编程逻辑控制器组态和编程的标准软件包。
6.1 组态plc主站系统
(1)插入s7-300站:在plc项目ccm下新建项目ptcm,点击右键,在弹出的菜单中选择“insert new object”下“simatic 300 station”,插入s7-300站。
(2)组态硬件:双击“hardware”选项,进入“hw config”窗口,点击“catalog”图标打开硬件目录,按硬件安装次序和订货号依次插入机架、电源、cpu、通讯模块、输入、输出模块;
(3)网络参数设置:插入cpu模块后会同时弹出profibus组态界面,新建profibus命名为ptcm_profibus,地址定义为2,点击“properties”按钮组态网络属性,选择“network settings”进行网络参数设置,profibus的传输速率为“1.5mbit/s”,行规为“dp”;如图5所示。
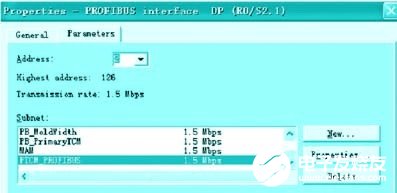
图5 profibus主站组态配置
(4)dp master主站定义:在plc的profibus属性 operation mode 中将其设为dp master
6.2 切割机profibus从站组态
(1)组态从站:在dp网上连接 mm440变频器,如图6所示,选择“micromaster 4”双击,mm440连接到dp网络上,在弹出的proifbus属性对话框中定义profibus站地址,为5号站。
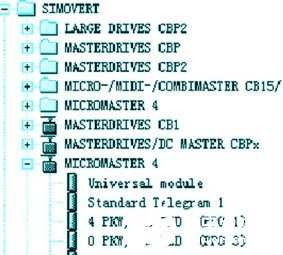
图6 选择mm440变频器
(2)通讯区定义:选择ppo1类型,双击4pkw+2pzd,地址分配为4pkw+2pzd(288-299),如图7所示。

图7 mm440变频器通信区定义
(3)定义子站的通信区:按照以上步骤,分别组态1#、2#切割枪变频器到dp网络,dp地址分别是6、7,并分别定义各子站的通信区数据:
1#切割枪:4pkw+2pzd(300-311);
2#切割枪:4pkw+2pzd(312-323)。
7、plc通信编程及mm440变频器参数定义
7.1 plc数据profibus传输编程
step7 v5.1有两个sfc块“dprd_dat”和”dpwr_dat”,用于profibus主站和从站之间的的数据传输。切割机系统中,应用dp通讯传输命令“dprd_dat”和”dpwr_dat”把数据传输到mmc变频器的通讯区pzd数据区piw内,同时把mmc变频器的pzd数据区pqw数值读到profibus-dp传输的db块中。切割车mm440变频器(5#站)的 profibus控制命令的传输应用程序如下:
call “dprd_dat” ;调用dp 读命令
laddr :=w#16#120 ;起始地址
ret_val:=“5#comdata”.recieve_ret
record:=p#db31.dbx20.0 byte 20
;目标数据地址
call “dpwr_dat” ;调用dp 写命令
laddr:=w#16#120 ;起始地址
record:=p#db31.dbx0.0 byte 20
;目标数据地址
ret_val:=“5#comdata”.send_ret
7.2 切割车mm440变频器参数定义
(1)基本通信参数定义:为了保证profubus的通信板正常应用,下面的参数必须设置,见表1基本参数定义所示。
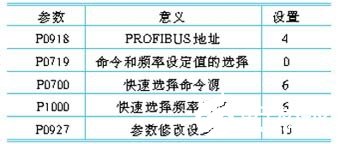
表1 通信基本参数
(2)通信参数传输格式定义:mm440变频器控制器通信参数应用分为两个部分:
过程数据输出区:mm440变频器接受plc的控制字和设定值,过程数据输出区pzd1、pzd2对应mm440变频器内为控制字(r2090)和设定值(r2050);
过程数据输入区:mm440变频器给plc的状态字和实际值,过程数据输入区pzd1(状态字r0052)、 pzd2(实际值r0021)和mm440变频器的参数p2050.1、p2050.2对应。
(3)过程数据输出、输入区在变频器中的参数定义见表2变频器通信参数定义。
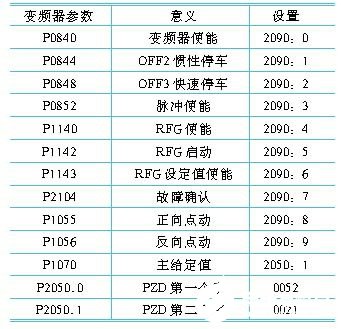
表2 变频器通信参数应用
8、结束语
济钢第三炼钢厂1#连铸切割机控制充分利用了plc、pcs smart 1200触摸屏和mm440变频器以及profibus现场总线技术等先进技术,系统采用分布式开放结构,响应速度快,组态灵活,控制功能完善,定尺准确,操作简单。该系统在连铸机的成功应用,实现了1#连铸机铸坯多规格自动切割的要求,大大提高了连铸机生产能力和增加金属收得率。
-
西门子品牌变频器MM440系列故障代码及处理方法2023-11-23 16406
-
变频器在污水处理自动控制系统中的应用2023-11-03 716
-
MM440变频器电源板图纸2021-11-17 2810
-
MM440变频器的PID控制与频率控制的动态切换2021-04-30 1409
-
西门子MM440变频器如何实现PLC通讯2019-03-17 17196
-
MM440变频器面板操作及运行2017-10-24 4471
-
西门子MM440变频器参数表指令2016-12-28 4036
-
西门子MM440变频器使用说明书2015-10-29 4931
-
MM440在电梯控制系统中的应用2012-01-10 2977
-
DCS自动控制系统与变频器的电磁兼容分析2011-09-02 6450
-
MM440通用工程型变频器的应用2011-06-15 1170
-
MM440变频器与plc的通讯实现2011-04-18 2445
-
S7-226 PLC与MM440变频器在光缆护套机中的应用2009-06-22 660
-
PLC及其网络在小方坯连铸机自动控制系统中的应用2009-05-27 435
全部0条评论

快来发表一下你的评论吧 !
