

基于现场总线在天津无缝钢管厂减径机生产线中的应用
工业控制
描述
1、前言
PROFIBUS是一种国际化、开放式异步串行通讯标准,广泛适用于制造业自动化和流程自动化、楼宇、交通、电力等各行各业。通过PROFIBUS可以方便地实现各种不同厂商的自动化设备及元器件之间的信息交换。PROFIBUS协议标准由三个兼容部分组成:PROFIBUS-DP(分布式外设)、PROFIBUS-FHS(现场总线信息规范)、PROFIBUS-PA(过程自动化)。标准化的现场总线具有“开放”的通讯接口、“透明”通讯协议,允许用户选用不同制造商生产的分散IO装置和现场设备。现场总线PROFIBUS满足了生产过程现场级数据可存取性的重要要求,一方面它覆盖了传感器执行器领域的通信要求,另一方面又具有单元级领域的所有网络通信功能。特别在“分散IO”领域,由于大量的、种类齐全的、可连接的现场设备可供选用,因此PROFIBUS已成为事实上的国际公认的标准。
本文针对天津市无缝钢管厂Φ140机组无缝生产线减径机区现场总线的应用,介绍了PROFIBUS系统的构成及相关应用。该系统由PROFIBUS-DP构成主从结构。SIEMENS PLC S7-300,上位机NINCC作为主站,TP177A触摸屏作为二级主站,6RA70直流传动装置和6SE440变频器及其远程IO ET200S作为从站。上位机采用台湾研华工控机与PLC组成TCPIP网。
2、减径机生产线简介
天津市无缝钢管厂投产的Φ140机组无缝生产线采用的是二辊菌式穿孔机和阿塞尔全浮芯棒轧管机及其14机架微张力减径机等生产工艺,该工艺具有世界先进水平,设备运行可靠,生产效率高。电气控制主要完成对整个机组的过程控制和调节,完成生产线中相关设备及其各个相关专业之间的工艺联结、连锁,以保证整个机组设备能够按照生产和工艺要求,正常、正确、准确地进行相应的有序动作。由于热轧线的工艺复杂,控制系统的可靠性要求较高,所以,系统的硬件设计和软件编程就要完善可靠。
Φ140机组无缝生产线减径机选用14机架三辊微张力减径机,生产热轧无缝钢管减径量较大,既能满足生产的要求又节省投资,产品质量和产量可得到有利的保证。14机架减径机两个主要效用是减径和改变壁厚,它采用了三辊式独立传动的机构,选用14台直流电机进行拖控。Φ140 Assel轧管机组定减径采用14架单独转动的微张力定减径机组,可以在一定的急减径率和较小的单机架减径率条件下来达到定减径的作用,可以采用一种规格的管材生产多种规格的成品管,还可以使定减径后的钢管外表面光洁、无划痕等,进一步改善钢管的外表面质量。14机架减径机最大总减径率约35%,单机架减径率最大3.5%。下面是14机架减径机各主要参数:
机架数: 14架
轧辊理想直径: Φ380m
轧辊辊身宽度: 160m
最大轧制压力: 170KN
电机功率: 147kN (直流调速)
电机转数: 80016002000 rmin
过载系数: 2.2
根据减径机工艺要求可知,该系统中需要控制的设备较多,逻辑关系复杂,各部分间的速差要求严格。若采用集中控制,不但繁琐、成本高且布线量很大,检修和维护都不容易。因此,本系统选择了基于PRIFUBUS的分布式控制,较好地解决了以上技术问题。
3、控制系统硬件构成
本系统采用PROFIBUS网进行PLC控制器及各传动装置6RA70、6SE440变频器间的数据交换与通讯,主传动等大直流电机的传动,供电方式全部采用全数字直流变流器供电;弱磁调速、可逆传动,控制系统均为速度电流双闭环调速系统。小直流电机供电系统采用全数字直流调速系统,电枢可逆,独立弱磁调速。传动装置及现场级监控设备与主PLC用PROFIBUS总线相连。PROFIBUS有极高的传输速率,多种网络拓扑结构。主PLC与各主传动系统之间的设定值、指令和数据均通过PLC的PROFIBUS-DP网络接口进行传送,实现网络控制,系统响应速度快;在操作台和现场设有ET200S远程站,也通过ROFIBUS-DP网络化分布式控制。PLC系统配有多条PROFIBUS-DP网络,把各区传动系统及远程操作部分分段组网,在提高系统响应速度的同时,也增加了系统的安全可靠性。
该网络的主要特点:
(1)网络可容纳的通讯节点数量可灵活组态
(2)网络的通信速率为500Kbps
(3)网络通讯协议:PROFIBUS-DP
(4)每台联网的PLC或传动装置均装有一块网络接口模块
(5)PLC与传动间的各种控制信号和状态信息都可以通过网络实现(包括数字信号和模拟信号)
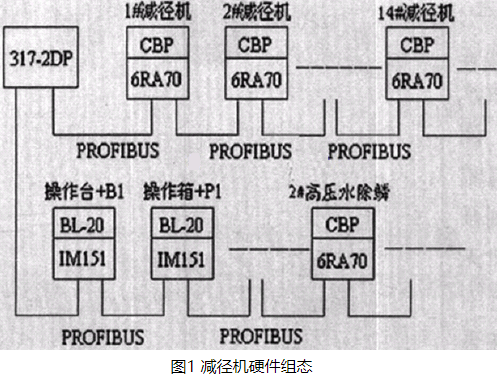
整个减径机区包括西门子6RA70直流调速装置14台,作为14机架,5台西门子6SE440变频器,分别作为辊道运输和高压水除鳞,5个ET200S作为远程IO,分别是液压站,稀油润滑站,及其操作台和现场操作箱等。另外还有3个TP177A触摸屏作为二级主站,主CPU选择CPU317-2DP,带NPIDP和DP接口。
CPU315-2DP最大的从站数量为12台,超过这个数量将使网络传输信号失败。在减径机区中作为从站的设备数量达到24台,当通过工业以太网交换机(ESM)对减径机区上位机WINCC采集信号时出现了信号丢失,最终本系统的CPU改为CPU317-2DP(最大的从站数量为30台),从而实现了减径机区信号的有效交换。当需要扩展总线的长度或PROFIBUS从站数大于32个时,应加入RS485中继器。系统传输速率为1.5Mbits时,PROFIBUS现场总线最大的长度是200m,减径机区要求PROFIBUS的长度为500m,这样扩展到500m,就需要加入两个RS485中继器,这就可以同时满足长度和传输速率的要求。在Φ140机组无缝生产线的减径机区、冷床区、轧管机区均采用了RS485中继器。
减径机硬件组态如图1。
4、控制系统软件功能实现
生产管理级的人机界面HMI、工程师站系统均配以WINCC 6.0工业组态软件。可以实现对整个减径机的在线监控,工艺生产参数设定、各种历史数据的存储分析,并形成各种历史趋势记录曲线,为设备故障、质量生产事故分析提供依据;对减径机等设备进行必要的操作控制、参数设定修正,动态的显示图画图表,同时具备故障报警、显示、存储及打印等功能。
基础自动化级配置STEP 7V5.3编程软件。完成功能:手动/自动/检修、操作台/机旁操作箱等工作方式选择控制逻辑;减径区速度调整(节)方式:减径机设备的启动、停止及紧急停车控制;手动/自动方式下速度级联调节;动态冲击速降补偿;事故连锁报警,生产联系信号;物料跟踪;主传动间微张力控制;液压、润滑、冷却辅助系统控制、联锁及报警功能;网络通讯与管理。
PLC的程序是基于STEP 7V5.3编程软件编写的,由于STEP 7V5.3采用了模块化的设计方法,所以在减径机区我们采用FC1-FC14作为14台直流传动装置的功能块,FC20-FC24作为辊道变频器和高压水除鳞装置的功能块。另外采用全局数据块DB1-DB4,为了整条线数管理据的统一,规定DB1为上微机WINCC的全局数据块,DB2作为变频器和直流调速装置的全局数据块,DB3作为触摸屏TP177A的全局数据块,DB4作为编码器全局数据块,这样大大地提高了程序的可读性,减少了代码维护的工作量。
另外当CPU检测到程序处理过程中的错误和可编程控制器中的错误时,CPU会调用适当的组织块(OB)。如果相应的OB块不存在,CPU会进入STOP模式。这意味着错误的影响可以减小或根除。在减径机区的程序中使用了如下的OB块:IO冗余错误OB70,CPU冗余错误OB72,电源故障OB81,诊断中断OB82,CPU硬件故障OB84,编程顺序错误OB85,机架故障OB86,通讯故障OB87,编程错误OB121,IO访问错误OB122。
5、结论
这种基于现场总线基础上的控制方案,系统结构得到简化。从设计、安装、投运到正常生产运行及其检修维护,都体现出该控制系统的优越性,主要表现在:第一,节省硬件数量与投资;第二,节省安装费用;第三,节省维护开销;第四,用户具有高度的系统集成主动权;第五,提高了系统的准确性与可靠性。第六,减少操作维护人员,方便调度指挥,取得了显著的经济效益。总之,PrifibusDP现场总线的成功应用,不仅降低成本,简化控制系统的配置,而且提高了系统运行的可靠性,尤其是其灵活全面的故障诊断能力及网络通讯能力,方便了施工、调试和维护,使系统综合运行成本大幅减少,系统性能大幅度提高。不仅使控制系统的档次跨上了一个台阶,而且为天津无缝钢管厂控制系统的综合调控改造打下了良好的基础。本技术已成功地应用在天津市无缝钢管厂140机组,并于2006年4月18日全线顺利投产。
责任编辑:gt
-
光电测径仪是如何应用在石油套管生产线的?2025-02-20 1762
-
无缝钢管具体指的是什么,如何对其进行测径2020-09-22 2344
-
无缝钢管是如何制作的,它的测量方法是怎样的2020-09-01 5389
-
奥越信OYES 300PLC在国内某钢管厂生产线中的应用2018-08-23 1352
-
无缝钢管的在线测径及管端测厚2018-04-23 4729
-
DeviceNet现场总线在包装生产线上的应用2017-01-24 1084
-
一种适用于钢管厂的自动称重及重量分摊系统_郭雅默2017-01-13 770
-
无缝钢管尺寸、外形、重量及允许偏差 GB/T 17395-22009-09-15 1523
-
无缝钢管直线度激光视觉在线测量2009-07-14 934
-
不锈耐酸钢极薄壁无缝钢管的相关标准2009-05-24 3794
全部0条评论

快来发表一下你的评论吧 !
