

自主开发的FF现场总线技术在炼焦制气厂粗苯和精苯车间的应用
接口/总线/驱动
描述
引言
随着科学技术的不断进步,工业控制系统正向着开放化、数字化、智能化、分布化和网络化的方向发展。现场总线控制系统FCS即顺应了这一发展方向,正替代着传统的DCS和PLC系统而成为主流的控制系统。另一方面随着工业以太网技术的日趋成熟,FCS也正逐步向工业以太网统一,形成通用的网络化控制系统框架。
为顺应工业控制发展的需要,沈阳自动化研究所从1997年起开始研究基金会现场总线FFH1,2001年起研究基金会高速以太网FFHSE。迄今为止,我所在研究的基础上开发了各种H1智能仪表、H1I/O设备、FFH1/HSE网关设备和HSEI/O设备等,以及各种组态软件、监控软件和OPCServer等。
作为中国科学院知识创新工程项目《多总线集成的分布式工业控制系统》的示范工程,2003年我们对炼焦制气厂的粗苯和精苯车间的控制系统进行了改造,在原有模拟设备和手动控制系统的基础上,应用上位机以及我们自主开发的压力表、网关和I/O设备等组成典型的FCS系统。该工程体现了现场总线控制系统低成本、易维护、易扩展等特点,还提高了企业的控制和管理水平,充分展示了FCS的优越性。
1、 生产工艺
炼焦制气是典型的连续生产过程。工艺流程一般如图1所示。
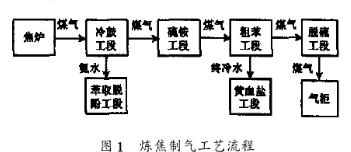
从焦炉炭化室出来的荒煤气在冷鼓工段被氨水和冷却水冷却后,温度由700~800࠷降到25࠷,由鼓风机送至硫铵工段。在硫铵工段经蒸汽预热后进入喷淋式饱和器的上段喷淋室,脱除氨和酸雾后送往粗苯工段。在脱苯工段经洗苯塔与洗油逆流接触,洗涤煤气中的苯,洗涤后将煤气送去脱硫工段,再经脱硫工段脱硫后送去气柜供城市用气。
我们的FCS涉及到的工艺包括粗苯工段和精苯工段,其中粗苯工段工艺流程包括洗苯系统和脱苯系统,其主要特点是:煤气经两步终冷(温度达到20~25࠷)和油洗萘后进入3个串联的洗苯塔洗苯,苯蒸馏采用管式炉加热(温度达到180~200࠷)生产两种苯,脱苯塔取消分缩器代之以回流泵,脱苯塔侧线提取萘溶剂油。精苯工段是对粗苯进行精制,采用连续洗涤、热油进料、连续精馏的工艺。
可见无论粗苯工段还是精苯工段,都需要对各生产工段的煤气或蒸气的压力、流量和温度等进行实时采样,并在允许的范围内对其进行严格控制。因此可以采用FCS实现上述的检测与控制功能。
2、系统组成
2.1系统结构
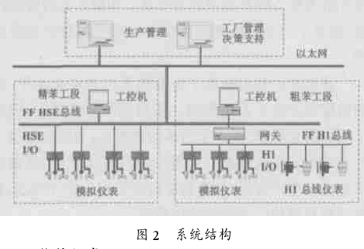
①两台工控机及两个控制柜。粗苯车间与精苯车间各一套,分别位于两楼,之间相隔约200m。工控机作为上位机(Host),控制柜用来安装网关及各种I/O设备。两台 工控机分别通过以太网连接到控制柜中的Hub上,两个Hub之间通过以太网连接,实现工控机数据共享。
②精苯工段控制柜中安装4个FFHSEI/O设备,各设备通过以太网连接到Hub上。
③粗苯工段控制柜中安装一个FFHSE/FFH1网关和3个FFH1I/O设备,网关通过以太网连接到Hub上,I/O设备连接到现场总线集线器上。
④粗苯工段现场安装4个FFH1压力变送器,通过安全栅连接到控制柜中的现场总线集线器上,距离约200m。
I/O设备也被称为分布控制单元,具有AI、AO、DI、DO等多路模拟和数字输入输出端口,可以连接各种模拟或数字仪表以及执行器等。各仪表接入I/O要通过安全栅隔离,以实现本质安全。各工段I/O点数为:粗苯工段AI36点,AO6点;精苯工段AI42点。系统结构如图2所示。
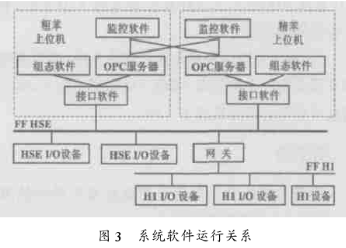
2.2软件组成每台工控机上都运行以下软件:
①Windows2000操作系统;
②自主开发的SIACON-Configurator组态软件,用来下载控制调度;
③自主开发的SiaView监控软件,支持网络分布和OPC标准(作为OPC客户端),并具有完善的历史数据管理,可以连接任意数据库系统;
④SQLServer数据库,用来记录检测点的历史数据;
⑤自主开发的FFH1和FFHSEOPC服务器,每秒钟刷新一次,实现设备的实时数据和历史数据共享以及报警等功能;
⑥HseInit接口软件,作为HSE协议栈为组态软件、监控软件及OPC服务器等上层应用软件提供的API接口。
由于SiaView和OPC支持网络分布,所以无论在哪台工控机上,都可以同时获得粗苯和精苯的采样数据,方便地实现两系统的同时监测与控制。系统所有软件运行的关系结构如图3所示。
3、现场总线技术的优越性
粗苯和精苯车间原来的控制系统由各种模拟仪表组成,工人每隔一小时进行一次观测记录,根据观测结果进行手动控制。这种方法人为因素较大,观测不便,误差大,更不符合现代工业控制要求。
我们用FCS对其进行改造后,所有的过程变量都在工控机的屏幕上实时显示,并配有系统工艺流程图,使得监测点一目了然。使用的监控软件还可以记录所有监测点的实时数据和历史数据,画出实时趋势曲线和历史趋势曲线,方便地了解系统即时状态和把握系统历史过程。当有数据超出正常范围时,还能自动发出报警信息。通过组态软件将控制调度直接下载到网关和I/O设备中,即将控制完全分散到设备中,实现整个系统的自动控制(同时提供运行方式手动、自动的切换)。这样可以把工人从简单的记录中解脱出来,去学习和掌握更先进的控制理论和生产技能,从而提高企业的生产效率。
总之,现场总线系统是连接智能现场设备和自动化系统的数字式、双向传输、多分支结构的通信网络,与现行控制系统相比,具有如下一些固有的技术优势:
①现场总线用数字信号代替传统的模拟信号,测量精度高,抗干扰能力强;
②基于总线的现场仪表可以对量程和零点进行远方设定,具有仪表工作状态自诊断功能,能进行多参数测量和对环境影响的自动补偿;
③现场设备集检测、转换、运算和控制功能于一体,既降低了成本,又增加了安全性和可靠性。上位机主要对其进行总体监控、协调、优化和下载控制调度与管理等;
④所有现场设备直接通过一对传输线即现场总线连接,减少了连线的数量,易于安装和维护,节省施工费用、电缆费用、调试和维修成本;
⑤使用FCS还可以减少大量的隔离器、端子柜、I/O卡及I/O端口,并且还减少D/A与A/D变换,节约设备并提高精度;
⑥用工业以太网将企业管理决策层、过程监控层和现场设备层连接起来,实现三层通信的统一,集企业的过程控制与综合管理于一体。
4 、结束语
现场总线是当今自动化领域技术发展的热点之一,适应了工业控制系统向分散化、网络化、智能化发展的方向。现场总线为生产过程现场控制设备之间及与更高控制管理层网络之间建立了联系,彻底打破了自动化系统的信息孤岛。
我们设计的现场总线控制系统是国内首次全部采用自主开发的FFH1现场设备、FFHSE现场设备和FFH1/HSE网关设备等,对发展我国工业自动化高技术产业及打破国外现场总线技术壁垒具有重要意义。该系统在炼焦制气厂粗苯和精苯车间的应用,作为中国科学院知识创新工程项目《多总线集成的分布式工业控制系统》的示范工程,解决的关键技术包括:
①现场总线控制系统设计、施工、安装与调试技术;
②传统的4~20mA仪表与FFH1仪表、FFH1I/O设备和FFHSEI/O设备等不同系统之间的集成技术;
③FFH1/FFHSE网关的应用技术。该工程起到了非常好的示范效果,得到了专家们的一致好评,并且为用户取得了良好的经济效益,同时说明现场总线控制系统的推广应用前景广阔。
责任编辑:gt
-
浅析现场总线在电厂的应用范围及存在的问题2012-02-01 13662
-
基于FF现场总线的PID控制应用实现2011-02-11 9874
-
FF现场总线系统设计与应用2011-07-15 1017
-
FF H1现场总线概述2012-01-04 10526
-
一文读懂FF现场总线的设计和应用2017-11-24 15035
全部0条评论

快来发表一下你的评论吧 !
