

汇川伺服在SCARA机器人上的应用及调试报告
今日头条
描述
设备:SCARA机器人
一:汇川产品配置列表
| 序号 | 设备位置 | 产品名称 | 产品型号 | 数量 | 备注 |
| 1 | J1、J2轴 | 伺服驱动器 | IS620PS5R5I | 2 | |
| 2 | 伺服电机 | ISMH1-75B30CB-U232X | 2 | ||
| 3 | 伺服连接件 | S5-C6 | 2 | ||
| 4 | J3、J4轴 | 伺服驱动器 | IS620PS2R8I | 2 | |
| 5 | 伺服电机 | ISMH1-40B30CB-U232X | 2 | ||
| 6 | 伺服连接件 | S5-C1 | 2 | ||
| 7 | PLC | 控制器 | H2U-3232TMQ | 1 | |
u 配置: J1轴电机直连5MM螺距的丝杆做机械臂升降 J2轴电机连减速比80:1到160:1的谐波减速机,做机械臂旋转 J3轴电机接减速比4:1的小轮,接小齿轮通过皮带链接到大齿轮,做伸缩 J4轴电机接减速比4:1的小轮,接小齿轮通过皮带链接到大齿轮,做角度旋转 取件机要求有以下特点:
1:要求每分钟可以取件11次左右
2:可以通过编程来完成各种预期的作业动作,进行抓取动作
SCARA的抓取部分一般为吸盘或者气缸控制的夹具 二:伺服和上位机接线图 说明:上位机为MTQ型号的PLC,用脉冲控制伺服,给定速度和位置
| PLC | 汇川IS620 | |||
| DES | PIN NO | 信号方向 | 伺服44端子引脚号 | 伺服功能 |
| SEV-ON | Y5 | 33 | 伺服使能信号 | |
| 24VGND | COM1 | 11、1 | 公共端正 | |
| ALARM | 26 | 报警输出 | ||
| PULS | Y0 | 43 | 脉冲信号 | |
| DIR | Y10 | 39 | 方向信号 | |
| FG | 14 | 公共端负 | ||
| 17和35短接 | 给脉冲扣供电 | |||
| 7 | 抱闸控制 | |||
| 6 | 抱闸控制 |
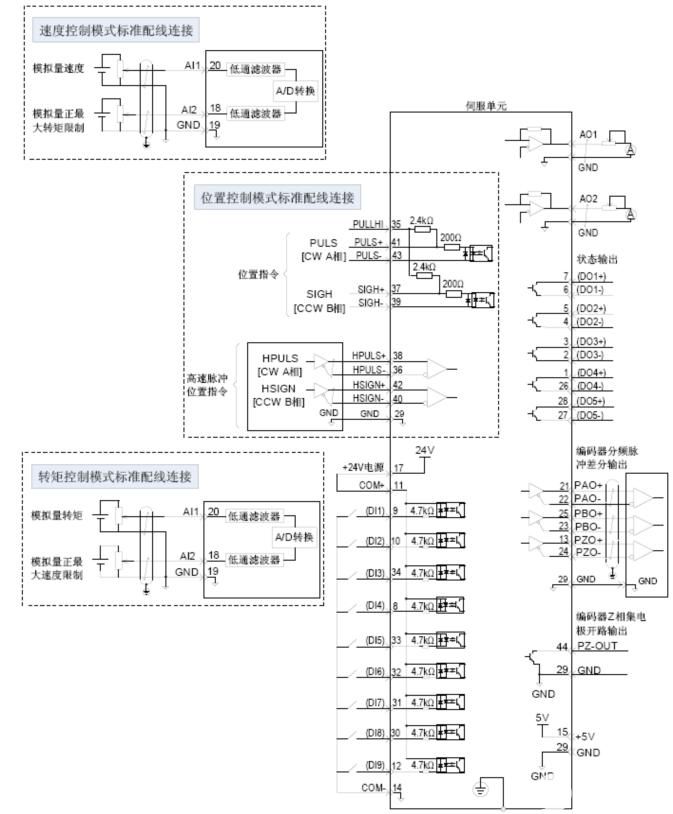
三:设备电气图

四:伺服参数
J1轴
| 伺服参数组 | 说明 | 功能说明 | 设定的数值 | |
| H00 | 00 | 电机代码 | 102 | |
| H01 | 00 | 软件版本号 | - | 62.21 |
| H01 | 01 | FPGA软件版本 | - | 61.20 |
| H01 | 02 | 驱动器代码 | 10003 | |
| H02 | 00 | 控制模式选择 | 位置模式(默认) | 1 |
| H03 | 10 | DI5端子功能选择 | 伺服使能 | 1 |
| H04 | 02 | DO2端子功能选择 | 制动器输出信号 | 9 |
| H05 | 06 | 位置指令移动平均时间 | 0.1MS | 128.0 |
| H05 | 07 | 电子齿轮分子 | 1048576 | |
| H05 | 09 | 电子齿轮分母 | 2000 | |
| H07 | 05 | 转矩指令滤波时间 | 0.00ms~655.35ms | 26 |
| H08 | 00 | 速度环增益 | 1.0Hz~2000.0Hz | 75.0Hz |
| H08 | 01 | 速度环积分时间参数 | 0.15ms~512.00ms | 10.61ms |
| H08 | 02 | 位置环增益 | 1.0Hz~2000.0Hz | 120.0 HZ |
| H08 | 15 | 负载惯量比 | 单位0.01 | 4.00 |
J2轴
| 伺服参数组 | 说明 | 功能说明 | 设定的数值 | |
| H00 | 00 | 电机代码 | 102 | |
| H01 | 00 | 软件版本号 | - | 62.21 |
| H01 | 01 | FPGA软件版本 | - | 61.20 |
| H01 | 02 | 驱动器代码 | 10003 | |
| H02 | 00 | 控制模式选择 | 位置模式(默认) | 1 |
| H03 | 10 | DI5端子功能选择 | 伺服使能 | 1 |
| H04 | 02 | DO2端子功能选择 | 制动器输出信号 | 9 |
| H05 | 06 | 位置指令移动平均时间 | 0.1MS | 128.0 |
| H05 | 07 | 电子齿轮分子 | 1048576 | |
| H05 | 09 | 电子齿轮分母 | 2000 | |
| H07 | 05 | 转矩指令滤波时间 | 0.00ms~655.35ms | 26 |
| H08 | 00 | 速度环增益 | 1.0Hz~2000.0Hz | 75.0Hz |
| H08 | 01 | 速度环积分时间参数 | 0.15ms~512.00ms | 10.61ms |
| H08 | 02 | 位置环增益 | 1.0Hz~2000.0Hz | 120.0 HZ |
| H08 | 15 | 负载惯量比 | 单位0.01 | 3.00 |
J3轴
| 伺服参数组 | 说明 | 功能说明 | 设定的数值 | |
| H00 | 00 | 电机代码 | 102 | |
| H01 | 00 | 软件版本号 | - | 62.21 |
| H01 | 01 | FPGA软件版本 | - | 61.20 |
| H01 | 02 | 驱动器代码 | 10003 | |
| H02 | 00 | 控制模式选择 | 位置模式(默认) | 1 |
| H03 | 10 | DI5端子功能选择 | 伺服使能 | 1 |
| H04 | 02 | DO2端子功能选择 | 制动器输出信号 | 9 |
| H05 | 06 | 位置指令移动平均时间 | 0.1MS | 128.0 |
| H05 | 07 | 电子齿轮分子 | 1048576 | |
| H05 | 09 | 电子齿轮分母 | 2000 | |
| H07 | 05 | 转矩指令滤波时间 | 0.00ms~655.35ms | 26 |
| H08 | 00 | 速度环增益 | 1.0Hz~2000.0Hz | 115.0Hz |
| H08 | 01 | 速度环积分时间参数 | 0.15ms~512.00ms | 6.91ms |
| H08 | 02 | 位置环增益 | 1.0Hz~2000.0Hz | 220.0 HZ |
| H08 | 15 | 负载惯量比 | 单位0.01 | 1.90 |
J4轴
| 伺服参数组 | 说明 | 功能说明 | 设定的数值 | |
| H00 | 00 | 电机代码 | 102 | |
| H01 | 00 | 软件版本号 | - | 62.21 |
| H01 | 01 | FPGA软件版本 | - | 61.20 |
| H01 | 02 | 驱动器代码 | 10003 | |
| H02 | 00 | 控制模式选择 | 位置模式(默认) | 1 |
| H03 | 10 | DI5端子功能选择 | 伺服使能 | 1 |
| H04 | 02 | DO2端子功能选择 | 制动器输出信号 | 9 |
| H05 | 06 | 位置指令移动平均时间 | 0.1MS | 128.0 |
| H05 | 07 | 电子齿轮分子 | 1048576 | |
| H05 | 09 | 电子齿轮分母 | 2000 | |
| H07 | 05 | 转矩指令滤波时间 | 0.00ms~655.35ms | 26 |
| H08 | 00 | 速度环增益 | 1.0Hz~2000.0Hz | 80.0Hz |
| H08 | 01 | 速度环积分时间参数 | 0.15ms~512.00ms | 6.91ms |
| H08 | 02 | 位置环增益 | 1.0Hz~2000.0Hz | 80.0HZ |
| H08 | 15 | 负载惯量比 | 单位0.01 | 7.90 |
PLC动作流程
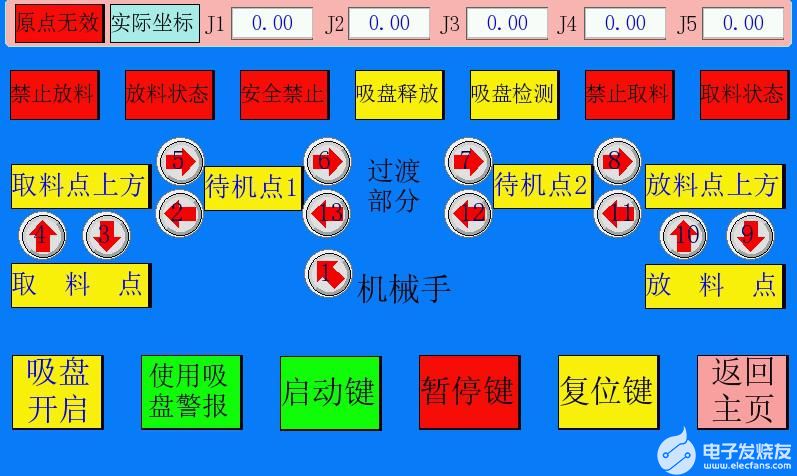
主要要定位的点有待机点一、取料点上方、取料点、待机点二、放料点上方、放料点。根据工艺需要,比分现场还需要辅助动作。

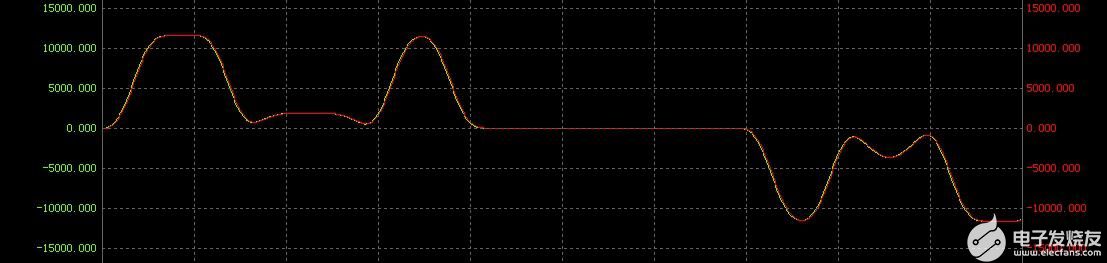
五:调试效果曲线图
J1轴
取件时的波形

J2轴

J3轴
J4轴

六:调试步骤及注意事项
第一步:检查伺服接线是否正常;
第二步:如果接线正常,伺服上电,伺服LED显示RDY信号;
第三步:设置参数或者用IS_Opera软件下载伺服参数;
第四步:设定合适惯量比和刚性等级;
第五步:如果伺服参数不能完全满足设备要求,一般只需调整H0800、H0801和H0802三个参数(位置模式下);
第六步:机械特性分析调谐,找出机械共振点,设入参数
第七步:如果还有问题,请电话汇川技术工程师;
七:PLC功能
因为需要用到3轴同步输出才能使得机器动作协调,汇川PLC具有3轴同步输出功能,指令为SYNC3三轴比例高速输出,且汇川有MTQ系列PLC,可同时控制5路脉冲输出,使用效果和运动控制卡效果一致,
用户可自己编程取件机运行轨迹
八:控制效果的一些理论
由于个轴的重量不同,所以要测试出惯量负载,写入08-15,
经测试,上下轴负载较大,故不宜做频繁的大距离运动
经测试重复误差可在1mm
冲床现场环境较恶劣,接线需要交规范,通讯线要加屏蔽,防止干扰
九:现场应用图片
-
如何用LabVIEW控制安川机器人2014-11-10 8332
-
工业机器人的产业链2017-08-23 4651
-
安川机器人伺服电机维修,常见机器人伺故障服电机和维修方法2020-06-30 6812
-
scara机器人运动学反解,各位大佬求救吖2021-06-29 40081
-
SCARA工业机器人相关资料推荐2021-07-01 1548
-
请问一下ZNL-406SCARA工业机器人的特点有哪些2021-08-18 1314
-
机器人系统与控制需求简介2021-09-08 2374
-
基于STM32的SCARA机器人控制电路研究与设计2016-01-14 1710
-
大族机器人-SCARA2016-12-25 800
-
汇川伺服应用调试手册(3)2017-04-26 15198
-
SCARA机器人轨迹跟踪控制2018-01-23 2515
-
关于SCARA机器人整机方案的介绍和应用2019-10-15 6710
-
汇川技术高速SCARA机器人满足各种恶劣生产环境的应用需求2021-12-17 4087
-
不得不知的scara机器人应用优势!2023-04-24 3088
-
智元与汇川加码,机器人如何利好电机市场?2024-12-27 1693
全部0条评论

快来发表一下你的评论吧 !
