

利用台达DeviceNet总线网络解决干燥线控制应用的问题
工业控制
描述
刚刚制备出来的软胶囊囊壳中含有多余的水分,干燥整理目的就是将半成品软胶囊囊壳中水份快速有效地降至12~14%的标准,使产品内在和外在质量符合产品的相应质量标准。目前,软胶囊干燥技术有以下几种:①转笼式干燥、②履带式干燥和③静态的托盘干燥。转笼式干燥机实现在普遍采用的一种软胶囊干燥设备。下文就转笼式干燥机的工作流程和台达DeviceNet总线网络产品在干燥线控制上的应用进行简要介绍。
1、 转笼干燥机结构介绍
转笼干燥机的组成一般包括机架、转笼、电机、风机和箱体。在生产过程中干燥设备往往会以干燥线的形式出现。根据工艺和现场环境的差异每套干燥线会由不同数量的干燥机相连组成;每条转笼转向可通过控制系统实现单独正反旋转,工作过程可自行设定,可随意拆装其中一节,而不影响其他各节转笼的正常运转。干燥线结构如图1所示,其中干燥机A为单节大转笼干燥机,干燥机B和C为多节小型转笼干燥机组成。
图1 干燥线结构
2、 控制要求及方案
2.1 控制要求
干燥机A以及干燥机B的前两节可以独立调整转速,其余转笼转速可以统一调整。转笼转速分三段调速,可以通过触摸屏将转笼转速设置在高(48rpm)、中(40rpm)以及低(30rpm)三档运行。其中,每节干燥机转笼对应的干燥风机随着每节干燥转笼启动而启动,启动后可以手动关闭。
同一组干燥机小输送机A与干燥机A联动,干燥机A反转与输丸风机联动。干燥机A反转出丸时输丸风机自动启动,此时如果长输送机未启动,则触摸屏上提示选择送丸的方向(B)。当选择其中一个输丸方向后,此方向的小输送机自动启动(如另一方向的小输送机之前运转,则自动停止运转),并同时启动此方向干燥机的第一节转笼正转(干燥状态)。当第一节转笼按照设定时间正转完毕后,转笼自动进入反转出丸状态,并同时会自动启动第二节转笼正转,进入下一个干燥周期。转笼保护罩带有接近开关,掀起转笼保护罩后,转笼停止转动,落下保护罩,转笼继续按控制逻辑运行。
2.2 方案确定
根据上述控制要求,该套干燥线大概共有260左右数字量和33个模拟量需要控制。如果我们使用传统控制方式,会出现以下难点:第一,变频器的干扰问题;第二,接线问题;第三,程序速度问题。经过商讨决定采用台达的DVP-PLC+DeviceNet总线+远程I/0的控制构架来完成对干燥线的控制。硬件配置如图2所示。

其中,该方案具有多项优点。首先,抗干扰能力强。DeviceNet网络使用专用的屏蔽双绞线,显著提高抗干扰能力。其次,接线简单。DeviceNet网络+远程I/O的方式,将集中布线分散到各个分站从而精简了接线。第三,速度快。500kbps的速度,进一步提高了传输速度。
3 、网络搭建
3.1 首先正确配线,根据图3所示,正确配线并设置站号。
图3 配线及站好设置图
3.2 节点扫描配置DeviceNet网络。
根据控制和实际成本的要求,该干燥线我们选择可1主+3从的构架。在正确“通讯设置”后,选择“网络”中的“在线”后,对整个网络进行扫描。图4为扫描结果图。

图4 扫描结果图
3.3 对各个站点RTU-DNET进行配置。
在双击“RTU-DNET”图标之后,会弹出下面节点配置页面。单击“I/O配置”对该节点进行配置。系统会根据RTU所连接的模块显示在I/O模块模拟图上。值得注意的是,所有I/O会集中显示在最后一个模块上,应关注I/O点数是否正确。在确认之后,单击“下载”将I/O模块信息下载到RTU-DNET。节点配置页面如图5所示。
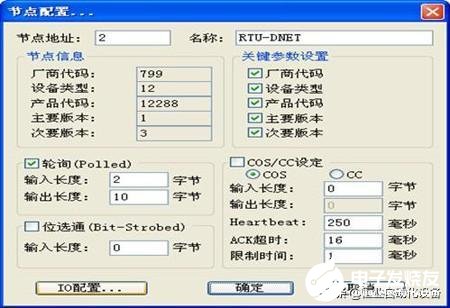
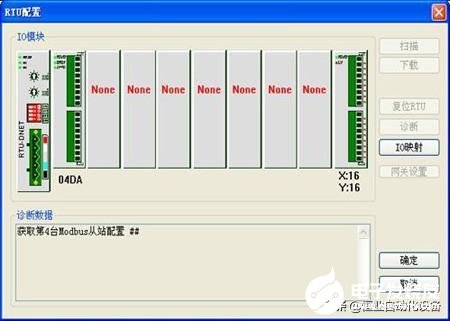
图5 节点配置页面
3.4 单击站点1的DNET扫描模块并对其进行配置。
在弹出的页面中我们可以看到已经扫描到并进行配置了的3个RTU-DNET模块。选中上述3个模块,通过“》”键将其移动到右侧空的扫描列表中。具体步骤如图6所示。
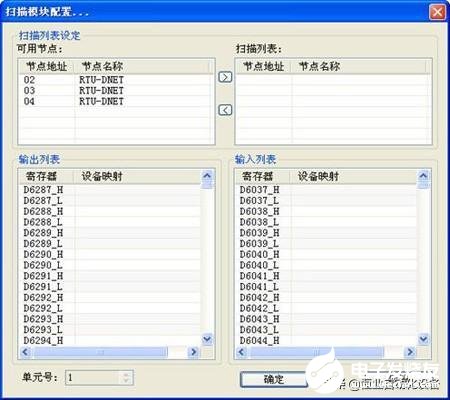

图6 具体步骤示意图
3.6 记住DVPDNET扫描模块和从站设备的I/O数据映射关系,以备后续编程所用。
将配置下载至扫描模块后,确认是否运行PLC ,点击“是”运行PLC。至此将完成对DeviceNet总线网络的配置工作。出于对客户程序的保密,在此不做详解。配置下载至扫描模块后弹出的画面如图7所示。
图7 配置下载至扫描模块后弹出的画面
4、 结束语
在长距离干燥设备中,传统工艺往往会给我们带来运行速度慢,接线复杂,外部干扰大等问题。台达DeviceNet总线网络产品在干燥线控制上的应用很好的解决了上述问题,设备的稳定性和抗干扰有了很大提升,得到了客户的认可。
责任编辑:gt
-
基于单总线网络的防盗报警系统2011-11-30 2029
-
未知多节点CAN总线网络,如何准确识别?2018-02-27 16942
-
汽车电子与汽车CAN总线网络实验开发系统2015-06-23 5021
-
基于ADG663的CAN总线网络扩展方案设计2009-11-26 1044
-
什么是以太总线网的通信协议2010-04-03 1106
-
NCS-LD105现场总线网关2011-05-18 675
-
例举CAN总线网络应用2011-06-22 2292
-
RS485总线网络可靠性研究2012-02-14 1355
-
CAN总线网络拓扑结构图2016-05-03 5997
-
浅淡CAN总线,CAN总线网络拓扑结构2018-03-22 45752
-
DeviceNet现场总线的构建、对软硬件的要求及应用分析2020-03-26 9008
-
测量CAN总线网络阻抗的原理及方法2019-02-19 11739
-
一种车用CAN总线网络测试系统的研究2023-10-13 536
-
如何搭建CAN总线网络 CAN总线故障诊断方法2024-11-21 2423
-
EtherCAT总线网络总是改变,该如何快速适配?2025-08-21 857
全部0条评论

快来发表一下你的评论吧 !
