

烙铁头的制造工艺和电镀工艺
焊接与组装
描述
烙铁头的制造工艺
烙铁头(烙铁咀、焊咀)生产核心工艺是电镀,故生产电烙铁、焊台的厂家自己不生产烙铁头(烙铁咀、焊咀),而是找专业的烙铁头(烙铁咀、焊咀)制造厂生产,然后贴自己的牌。
烙铁头制造的电镀工艺
一、镀普镍
由于镀铁溶液酸性较强,对紫铜工件会产生腐蚀作用,因此,先在烙铁头表面镀一层镍,既可防止工件被腐蚀,又可增强铁镀层的结合力,对提高质量有重要作用。
二、镀铁
我们曾进行两种镀铁工艺试验,各有长处,各单位可根据具体情况选用:
1、氯化亚铁镀铁工艺
这种镀铁工艺配方组分简单、成本低、韧性较高,但挥发性较大,稳定性差一些。
工艺配方和规范如下:
氯化亚铁(FeCl2):300~350克/升;
盐酸(HCL):1~2毫升/升;
pH值:1.5-2.5;
电流密度Dk:1~3安/分米2;
温度:30~35℃。
2、硫酸亚铁镀铁工艺
这种镀铁工艺配方组分较多,但镀后产品质量高,稳定可靠,操作易控制掌握,我们采用较多。
工艺配方和规程为:
硫酸亚铁(FeSO4):350~450克/升;
硫酸钾(K2SO4):100~150克/升;
硫酸锰(MnSO4):1~2.5克/升;
草酸(H2C2O4):1~2.5克/升;
PH值:1.5~2.5;
电流密度DK:3~5安/分米2;
温度:70~80℃。
镀铁时阴极用10#钢板,由于电镀时阴极上有氢离子析出,容易使镀铁层产生氢脆,因此,最好采用移动阴极,移动速度为68~78次/分,移动距离约40毫米左右,这样可以改善氢脆,提高镀铁质量。
三、搪锡或涂漆
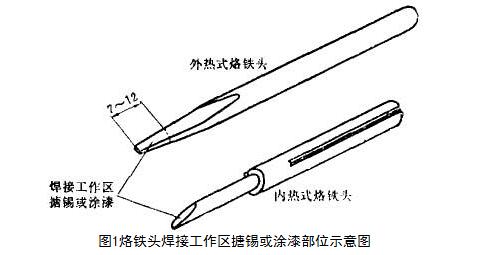
为了使烙铁头具有良好的挂锡性能,在镀防护镀层(铬)之前,首先应在烙铁头的焊接工作区进行搪锡或涂漆,可以采用耐酸绝缘漆或可剥氯丁橡胶漆等进行。
图1所示为外热式和内热式烙铁头焊接工作区搪锡或涂漆部位,尺寸大小也可根据需要决定。
四、镀铬
烙铁头镀铁后,对延长使用寿命起了决定性作用,但是由于铁镀层在大气中很容易氧化生锈,所以在铁镀层外,再加镀一层铬,这样可提高耐腐蚀性能和烙铁头外观质量。
铬镀层除了能保护铁镀层在工作时和保存期不致于氧化生锈外,还有防止锡焊料从烙铁头焊接工作区向非工作区扩展的作用,对控制锡量有很大好处。
- 相关推荐
- 热点推荐
- 烙铁头
-
烙铁头的型号有哪些,不同焊台的烙铁头可以通用吗2020-05-18 49995
-
电烙铁烙铁头的形状_电烙铁烙铁头的规格2020-04-08 19370
-
烙铁头的正确选择与如何进行有效保养2020-03-24 15704
-
电烙铁头的种类2019-03-12 32793
-
烙铁头氧化了怎么办2016-01-09 7369
-
烙铁头使用及保养2014-03-12 4965
-
烙铁头的生产工艺流程2012-11-24 4492
-
烙铁头的工艺流程2012-11-23 3513
-
烙铁头的正确使用方法!2012-11-20 11749
-
电烙铁头使用细节2011-10-18 7639
-
烙铁头镀锡及清理2011-10-17 3862
-
影响烙铁头寿命的原因2010-02-27 1630
全部0条评论

快来发表一下你的评论吧 !
