

无铅电烙铁和有铅电烙铁的区别
焊接与组装
185人已加入
描述
无铅电烙铁和有铅电烙铁的区别
首选无铅烙铁头相对有铅烙铁头而言有铅烙铁头产品自身包含铅、镉、汞、六价铬含量比例超过1%些有害物质已被欧盟ROHS列禁用物质有铅烙铁头相对而言些有害物质含量保持0.1%。
其次运用无铅烙铁头生产出来产品质量上乘而有铅烙铁头生产产品质量拙劣寿命更堪击产品自身包含有毒物质对人体也造成大危害。
有铅工艺和无铅工艺的比较
有铅工艺技术有上百年的发展历史,经过大批有铅工艺专研究,具有交好的焊接可靠性和稳定性,拥有成熟的生产工艺技术,这主要取决于有铅焊料合金的特点。
有铅焊料合金熔点低,焊接温度低,对电子产品的热损坏少;有铅焊料合金润湿角小,可焊性好,产品焊点“假焊”的可能性小;焊料合金的韧性好,形成的焊点抗震动性能好于铅焊点。
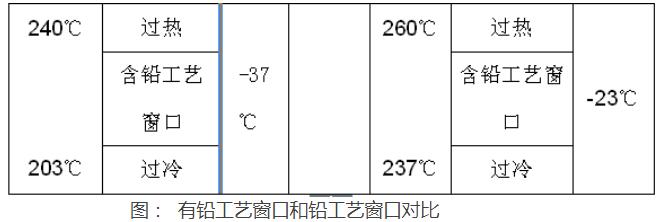
无铅焊接工艺从目前的研究结果中摸索有可替代合金的熔点温度都高于现有的锡铅合金。例如从目前较可能被业界广泛接受的“锡——银——铜”合金看来,起熔点是217℃,这将在焊接工艺中造成工艺窗口的大大缩小。理论上工艺窗口的缩小为从锡铅焊料的37℃降到23℃。实际上,工艺窗口的缩小远比理论值大。因为在实际工作中我们的测温法喊有定的不准确性,加上DFM的限制,以及要很好地照顾到焊点“外观”等,回流焊接工艺窗口其实只有约14℃。同信达有铅锡线
不只是工艺窗口的缩小给工艺人员带来巨大的挑战,焊接温度的提高也使得焊接工艺更加困难。其中项就是高温焊接过程中的氧化现象。我们都知道,氧化层会使焊接困难、润湿不良以及造成虚焊。氧化程度除了器件来料本身要有足够的控制外,拥护的库存条件和时间、加工前的处理(例如除湿烘烤)以及焊接中预热(或恒温)阶段所承受的热能(温度和时间)等都是决定因素。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
电烙铁焊锡到底有没有毒2025-02-12 6008
-
电烙铁焊锡有毒吗?电烙铁焊PCB真的有毒?2023-08-03 3738
-
电烙铁的常见故障_电烙铁的维修方法2020-04-08 62773
-
使用无铅工艺的电烙铁时有哪些事项需注意2020-02-24 6328
-
电烙铁电阻如何测试2020-02-12 26596
-
电烙铁加热多久_电烙铁焊接原理2019-10-21 37174
-
常用电烙铁的种类2019-03-12 51280
-
电烙铁功率大小有什么区别_电烙铁功率越大越好吗_电烙铁功率的选择2018-01-24 141690
-
电烙铁的正确焊接5步法_电烙铁焊接技术的要点总结2017-12-20 331020
-
电烙铁的使用方法_烙铁使用教程_烙铁焊接技巧2017-08-16 209565
-
无铅对应电烙铁UNICON-107F(含氮气流量计的数字式电烙铁)2012-07-31 2901
-
工厂如何选购电烙铁 (组件无铅焊台)2010-02-27 3162
-
电烙铁使用知识及电烙铁操作标准2009-09-04 49431
全部0条评论

快来发表一下你的评论吧 !
