

基于PLC和PROFIBUS-DP总线的片材机控制方案分析
工业控制
描述
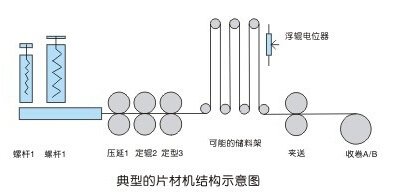
一:工艺要求
片材机用于将塑胶原料如PE、PET、PVC或淀粉基可降解料进行加热、挤压、塑化成型的一种工艺。成型后的片材用于正压,负压吸塑成型为制品。
对于片材压延而言,由于后续制品的需求,片材成型后要求厚薄均匀一致,表面光洁度好,无条纹。因此,该机械有以下技术要求:
螺杆模头的压力在一种工艺条件下,必须保持一致;要求螺杆挤出马达必须具有良好的速度精度和恒转矩特性(低频大扭矩);
塑化后的材料进入处理过程中,要求压延、定辊、定型,三辊具有良好的同步特性和高精度的速度响应特性;
对于高速机型(40m/min线速度)而言,由于系统收卷采用人工方式而不得不采用储料架;系统在正常生产时,储料架上下组辊处于同一水平位置,换卷时,储料架自动上升,换卷成功后,再启动换卷而使上组辊快速拉到水平位置,使得夹送和三辊保持同步速度;
收卷工序需要自动将成型后的材料收成一定直径的料卷,供下道工序使用;
二:基于汇川矢量变频器和PROFIBUS-DP高速总线和的方案;
A:基于交流全闭环矢量脉冲同步的传动系统
螺杆闭环矢量控制技术:
闭环矢量保证螺杆的低频大扭矩,高精度速度稳定性,保证模头压力一致,厚度均匀;
脉冲同步技术(三辊同步):
闭环矢量的脉冲同步技术,克服模拟信号的线性误差,温度漂移误差,电压波动误差,保证片材的成型质量;
脉冲同步的PID补偿同步(夹送):
储料装置的自动控制由夹送马达的PID参与调整,这样,在换卷时由外力撑开储料架储料,换卷完成后自动跟踪前级速度,很快达到平衡位置,保证材料张力的一致性;
由MD330张力专用变频器控制的收卷:
采用普通电机加装编码器的方式,通过调整参数就可以轻松完成张力的自动控制,完全省去PLC控制,既克服了力矩电机容易发热的缺点(大卷径尤其明显),又可以降低控制系统的成本和复杂的PLC运算;
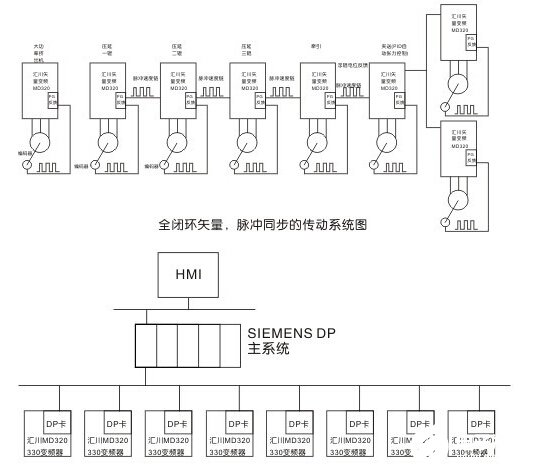
B:PROFIBUS-DP总线的网络结构示意
系统采用了高速PROFIBUS-DP国际标准总线。
PLC控制系统完成三辊的速度比例系数、收卷张力设置、显示等;并负责将数据通过PROFIBUS-DP总线输入到变频器;
PLC完成整机的逻辑控制故障处理、数据记录等;
变频器完成所有的张力闭环控制、自动平衡浮动辊的位置、三辊同步线速度的严格控制;
PLC通过PROFIBUS-DP总线和变频器可以交换所有的数据,即使变频器参数被调乱,仍然可以通过一键修复的方法来完成所有用户参数设置,将维修成本降到最低;
所有PLC到变频器的连线,已经不再需要复杂的I/O配线,只需要一段适当长度的网络电缆即可完成所有的工作;
由于采用了通用的PROFIBUS-DP总线技术,使分布在车间的所有机器互联组成控制中心成为可能,为管理自动化创造了条件。
责任编辑:gt
-
怎样去解决ARM与PROFIBUS-DP的通信问题呢2022-06-13 2432
-
如何用Profibus-DP现场总线实现PLC系统之间的通信设计2020-12-31 2078
-
基于Profibus-DP现场总线实现PLC系统之间的通信设计2020-06-05 4990
-
MPI和PROFIBUS-DP的区别2019-06-17 4382
-
基于PROFIBUS-DP的电能管理及电力监控系统2011-12-16 4712
-
基于PROFIBUS-DP的拉丝机控制系统设计2010-01-18 800
-
工业通信中Profibus-dp总线应用手册2009-12-12 5614
-
PROFIBUS-DP现场总线中时间性能分析2009-12-08 754
-
基于Profibus-DP 总线的污水处理系统2009-10-06 709
-
Profibus-DP总线技术及其在伺服传动中的应用2009-08-07 955
-
基于Profibus-DP现场总线控制系统的集成2009-06-15 799
-
基于Profibus-DP的PLC与PC现场总线控制系统2009-06-13 9290
-
基于PROFIBUS-DP总线的数据通信2009-05-25 894
全部0条评论

快来发表一下你的评论吧 !
