

回流焊的加热方法_热风回流焊的加热方式
焊接与组装
描述
回流焊加热原理
红外回流焊以红外线作为加热源,吸收红外辐射加热;热风回流焊通过高温加热的空气在炉膛内循环;气相回流焊利用惰性溶济的蒸汽凝聚时放出的潜热加热;激光回流焊利用激光的热能加热;热板焊是利用热板的热传导加热;红外热风回流焊以红外辐射加热与高温加热空气循环结合在一起;热风对流回流焊是目前SMT较为常用的焊接设备。
回流焊加热方式
1、通过对流喷射管嘴或者耐热风机来迫使气流循环,从而实现被焊件加热的焊接方法。该类设备在90年代开始兴起。由于采用此种加热方式印制板和元器件的温度接近给定加热温区的气体温度,完全克服了红外回流焊的局部温差和遮蔽效应,故目前应用较广。
2、回流焊在红外炉基础上加上热风,使炉内温度更均匀,是目前较为理想的加热方式。设备充分利用了红外线穿透力强的特点热效率高、节电;同时有效克服了红外回流焊的局部温差和遮蔽效应,并弥补了热风回流焊对气体流速要求过快而造成的影响。因此,这种回流焊目前是使用得最普遍的。
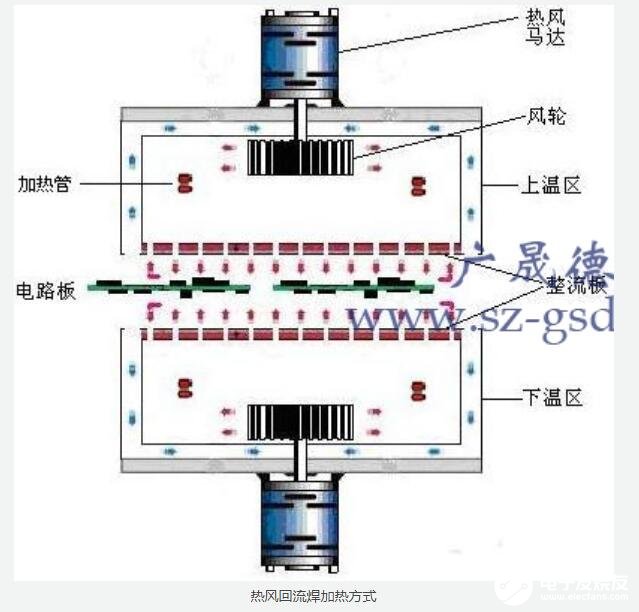
热风回流焊的加热方式
热风回流焊加热方法是热风回流焊炉膛被划分成若干独立控温的温区,其中每个温区又分为上、下两个温区。每个温区的结构示意图如下图所示。温区内装有发热管,热风马达带动风轮转动,形成的热风通过特殊结构的风道,经整流板吹出,使热气均匀分布在温区内。
热风回流焊的加热系统主要由热风马达、加热管、热电耦、固态继电器SSR、温控模块等部分组成。热风回流焊炉具有加热均匀、温度稳定的特点,全回流焊炉通过热风的层流运动传递热能,利用加热器与风扇,使炉内空气不断升温并循环,待焊件在炉内受到炽热气体的加热,从而实现焊接。
热风回流焊炉总体结构主要分为加热区,冷却区,炉内气体循环装置,废气排放装置以及PCB传送等五大主体部分。热风回流焊炉体分为上下两个密封箱体,中间为传送带。部分炉体的长短主要根据加热区和冷却区的多少而不同。热风回流焊是通过回流焊炉膛内每个温区的上下加热系统进行加热的。
-
回流焊的种类及选型指南2026-06-26 385
-
回流焊与波峰焊的区别2025-01-20 6874
-
回流焊具体是怎样的呢?回流焊的原理是什么?2023-04-13 2117
-
回流焊工艺加热焊接流程与加热方式2022-06-12 5657
-
波峰焊和回流焊是指什么2021-06-17 5416
-
回流焊设备加热系统结构详解2021-05-31 4298
-
热风回流焊加热区结构详解2021-05-28 2685
-
热风回流焊的结构是怎样的,它的原理以及特点的介绍2021-01-07 6648
-
波峰焊和回流焊简介和区别2020-06-05 11591
-
回流焊加热方式分类_回流焊加热方式优缺点对比2020-04-14 17471
-
热风回流焊结构_热风回流焊原理2019-10-01 6652
-
回流焊的种类2018-12-12 15703
-
影响回流焊质量的主要因素2017-07-14 3983
-
回流焊 VS波峰焊2015-01-27 6946
全部0条评论

快来发表一下你的评论吧 !
