

通孔回流焊工艺原理_通孔回流焊接工艺的优缺点
焊接与组装
描述
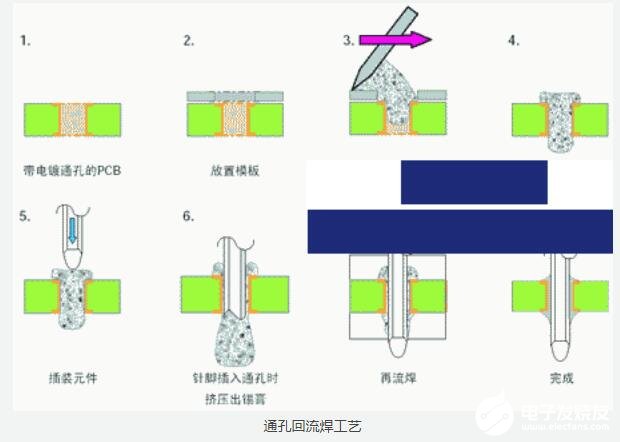
通孔回流焊工艺原理
通孔回流焊接工艺就是使用回流焊接技术来装配通孔元件和异型元件。用于组装印刷线路板(PCB)的制造工艺步骤主要取决于装配中使用的特殊组件。由于产品越来越重视小型化、增加功能以及提高组件密度,许多单面和双面板都以表面贴装元件(SMC)为主。
通孔回流焊有时也称作分类元件回流焊,正在逐渐兴起。它可以去除波峰焊环节,而成为PCB混装技术中的个工艺环节。个大的好处就是可以在发挥表面贴装制造工艺的优点的同时使用通孔插件来得到较好的机械联接强度。对于较大尺寸的PCB板的平整度不能够使所有表面贴装元器件的引脚都能和焊盘接触,同时,就算引脚和焊盘都能接触上,它所提供的机械强度也往往是不够大的,很容易在产品的使用中脱开而成为故障点。
通孔回流焊工艺成功的关键是精确计算印刷所需要的锡膏量,锡膏体积计算先应使用理想的固态金属焊点,所谓理想的焊点。由于冶金方法、引脚条件、回流特点等因素的变化,法准确地预测焊接圆角的形状,使用圆弧描述焊脚是适当和简单的近似方法,再将焊脚区域旋转以确定固态焊点的体积。
通孔回流焊接工艺的优点
1、可以利用现有的SMT设备来组THC/THD,节省成本和投资。
2、目前的自动多功能贴装设备均可以贴装THC/THD;在以表面贴装为主的PCB上使用THR,摒弃了传统波峰焊接工艺和手工插装工艺,实现单一的SMT生产线就能完成所有PCB的组装。
3、多种操作被简化成一种综合性的工艺过程。
4、需要的设备、材料和人员较少。
5、可降低生产成本和缩短生产周期。
6、可降低因波峰焊接而带来的高缺陷率。
7、可省去一个或一个以上的热处理步骤,从而改善可焊性和电子组件的可靠性。THR对于元器件的耐温性,通孔焊盘的设计,模板设计,焊膏印刷以及回流焊接都有着特殊的要求。
通孔回流焊接工艺的缺点
1、焊膏用量特别大。
2、助焊剂挥发后形成的残留物很多,会对机器和PCB造成污染。
3、焊点的空洞的概率增加。
4、由于通孔元器件要经过整个回流温度曲线,所以它们必须承受峰值温度为240℃、30s的热冲击。通孔元器件必须考虑回流焊接的适应性。元件应该采用那些在183℃(最好是220℃达40s)以上、峰值温度235℃、(60~90)s内不发生劣化的树脂制造。元件制造商还需要有关弯曲、尺寸稳定性、收缩和介电特性等方面的标准。
5、QJ165B对通孔焊接点的标准是PCB焊接面(B面)焊接润湿角的存在和焊料充满至少100%板厚的通孔。THR的主要技术挑战是,如何在具有高密度引脚元件的通孔里面和周围印刷足够的锡膏,使得在B面形成可接受的焊接点,以满足QJ165B的要求。因为在THR中,在A面形成焊接润湿角不是问题,因为锡膏是从A面印刷的。
6、由于焊膏中金属成分体积约占焊膏体积的50%左右,需要优化通孔焊盘设计,模板设计,确保足够的焊膏量,防止少锡和空洞。
7、与普通波峰焊接工艺相比较,THR的技术难度较高:PCB的厚度、镀孔尺寸、PCB焊盘尺寸、焊膏印刷量、元器件引线直径、元器件引脚间距、焊膏的金属含量、印刷网板的设计、元器件的安装以及焊点的检测等会影响焊点的形状。除此之外,金属化孔焊料量的填充还与印刷网板的开口尺寸有关。
-
PCB回流焊工艺优缺点2025-01-20 2037
-
SMT焊接工艺介绍:回流焊、波峰焊、通孔回流焊2023-11-18 15141
-
分享一下波峰焊与通孔回流焊的区别2023-04-21 1977
-
PCB技术:通孔回流焊接工艺解析2021-03-22 10329
-
通孔回流焊工艺在PCB组装中有什么样的作用2020-12-15 1421
-
通孔回流焊工艺在PCB组装中起到的作用2020-10-30 1512
-
通孔回流焊接工艺的特点2020-10-26 6547
-
什么是通孔回流焊工艺,在电子组装中有什么作用2020-07-09 10549
-
通孔回流焊与波峰焊相比的优缺点2020-04-14 6802
-
通孔回流焊工艺的优点_通孔回流焊工艺的缺点2019-10-01 6474
-
通孔回流焊简述2018-09-04 3052
-
浅谈回流焊工艺发展2009-04-07 5008
-
回流焊接工艺2008-09-04 3678
全部0条评论

快来发表一下你的评论吧 !
