

基于MCS-51单片机和步进电机实现锅炉筒壁孔加工控制系统的设计
工业控制
描述
1、前 言
为实现锅炉筒壁孔加工自动化而设计的数控系统,是以MCS-51单片机为控制核心、步进电机为驱动电机、机床大、小拖板为执行部件的两坐标开环控制系统。大拖板纵向移动以确定打孔位置,脉冲当量值为0.02mm/步,最大进给速度为5m/min。小拖板横向移动以实现刀具的快进和工进。系统具有点动对刀、自动加工、暂停和继续、急停报警、回零等主要功能。
2、 硬件结构与功能
系统硬件分布于一块控制主板和两块驱动板上。
在以8031单片机为主的控制主板上,扩展一片27256EPROM,用于存放系统软件,一片2764EPROM,用于固化经过调试的零件加工程序,一片带掉电保护的6264RAM,用于随机存储手工编辑的零件加工程序。另外扩展一片8255并行I/O口,其B口用于输出步进电机控制信号、C口和A口用于键盘和显示器接口。
主板上配置4×7个按键,其中0~F的十六进制数字键用于手工编辑加工程序时输入存储单元地址、工件号、加工指令等,其余功能键用作单片机复位、6264内存地址加1,减1,步进电机点动对刀、自动加工及刀具回零等。
6个8段LED数码管采用共阴极接法,动态显示数据。
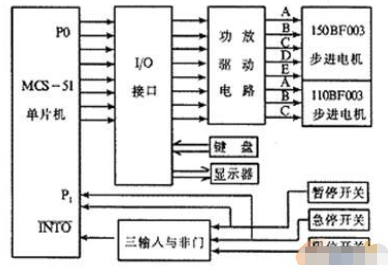
根据对拖动力矩的实验分析,确定采用150BF003型步进电机驱动大拖板,采用110BF003型步进电机驱动小拖板。步进电机的各相绕组通电状态是由单片机通过数据总线送往8255的B口,经光电隔离后由驱动电路进行功率放大而实现的。驱动电源采用斩波电路,能提供接近矩形波的电流波形,在低频段输出稳定扭矩为0.85~0.9Tj(Tj为电机最大静态扭矩),系统带负载能力强,运行快速性好。
考虑系统运行的安全性,设置限位开关、手动暂停开关和手动急停开关,将信号接至单片机P1口,并采用三输入与非门74LS10,将其输出端作为中断源信号接至单片机INTO位。
系统原理框图如图1所示。
3、软件设计
固化于27256EPROM中的系统软件,分监控程序和加工指令解释程序两部分。
3.1 监控程序
监控程序包括单片机系统初始化、键处理、输入数据显示和存储、中断服务等功能模块。
系统初始化模块完成单片机上电复位或按《复位》键后有关存储单元、寄存器、可编程位的状态初始化以及允许INTO中断等设置,并在显示器上显示提示符“-”。
键处理模块对所有按键进行扫描查询,无键按下时,继续显示提符,有键按下时,通过译码,识别其是数据键或功能键,以便转至相应程序处理。
在输入数据显示和存储模块中,若输入四位十六进制数据后按《查询》键,结合、键,可查询修改6264RAM中的存储数据,达到手工编制加工程序、修改加工速度的目的。若输入二位十进制数据后按《加工》键,则认为这两位数据是工件号,开始调用相应加工程序。
在中断服务程序模块中,单片机读取P1口状态,P1.1或P1.2置“1”分别代表暂停开关动作或急停开关动作,根据实际加工状态,允许采取继续加工或刀具回零处理,否则是限位开关动作,只允许对刀具作回零处理。
3.2 加工指令解释程序
零件加工程序的基本语句由6位数字或字符组成,第1位以十进制数2、4、6、8分别表示大、小拖板各自两个移动方向,第2位以十六进制数0~F表示拖板十六档移动速度,后4位以十进制数表示拖板实际位移值。
加工指令解释程序的功能是读取零件加工程序,逐句解释,以获取步进电机的转向,转速及相应步数,包括电机正反转处理、升降速处理、加工长度与电机步数转换等功能模块。
在电机正反转处理模块中,设定110BF003型步进电机各相绕组通电顺序为:A→AB→B→BC→C→CA→A或:A→CA→C→BC→B→AB→A。设定150BF003型步进电机各相绕组通电顺序为:AB→ABC→BC→BCD→CD→CDE→DE→DEA→EA→EAB→AB或:AB→EAB→EA→DEA→DE→CDE→CD→BCD→BC→ABC→AB。单片机读取加工语句第1位后,将相应的状态机器码由8255的B口顺序输出即可。[page]
分析步进电机的矩频特性,可知启动频率越高则启动力矩越小。如果步进电机从静止直接以高速运转,则可能产生失步,因此,设置十六档拖板移动速度(m/min),对应步进电机十六档工作频率(步/S),对于短行程,电机直接以某一低于启动频率的转速运转,不需作升、降速软件处理,而对于较长行程,电机则从低于启动频率的起始频率启动,加速至要求的工作频率后匀速运行,然后再减至启动频率以下时停止。在升降速模块中,用均匀地减少(或增加)脉冲时间间隔的方法来实现步进电机的加速(或减速)控制。
在加工长度与电机步数转换功能模块中,将以十进制表示的加工长度L转换成电机步数L/P,P为系统脉冲当量(mm/步)。将电机步数以十六进制形式存入内存,并设置相应的步数累计单元,电机走一步,该内存内容减1,而相应的步数累计单元内容加1。
如遇《回零》键,则电机反转,将步数累计单元内容递减至0,即回到初始对刀位置。所谓点动对刀功能指通过操作主板上、、、四个按键,步进电机朝相应方向执行一步,连续操作即可确定起始加工位置。
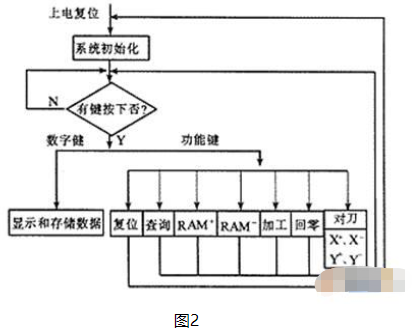
程序流程框图如图2所示。
4 、结束语
为不同规格的工件赋予工件号,如01、02……,编制相应的加工程序,可将程序固化于2764EPROM中,也可随机存储于6264RAM中。加工时,先从键盘上输入工件号,再按《加工》键,即可自动完成一个锅炉筒的打孔工艺。加工程序的编制非常简单,且系统具有一定的柔性。
责任编辑:gt
-
怎么实现基于51单片机的步进电机控制系统的设计?2021-10-19 2353
-
MCS-51单片机温度控制系统的设计思路2020-04-26 2840
-
如何使用51单片机进行步进电机控制系统的设计与实现2019-05-10 3386
-
MCS-51单片机的温度控制系统2017-09-21 1663
-
MCS-51单片机的结构和原理2016-12-11 1440
-
MCS-51单片机应用系统2015-11-06 616
-
MCS-51单片机应用设计2012-10-28 1068
-
MCS-51单片机温度控制系统2012-06-21 14456
-
MCS-51单片机的系统扩展技术(三)2010-07-16 450
-
MCS-51单片机的系统扩展技术2009-09-20 1484
-
MCS-51单片机温度控制系统的设计2009-08-15 839
-
MCS-51单片机系统扩展技术2008-12-01 1683
-
mcs-51单片机应用教程2008-10-28 1406
-
新编MCS-51单片机应用设计2006-03-21 2640
全部0条评论

快来发表一下你的评论吧 !
