

一文知道UVC LED封装技术
制造/封装
描述
UVCLED的持续升温让市场变得火热起来。大家都知道UVCLED杀菌消毒效果显着,在一定剂量和距离下,只需要几秒到几十秒就能把常见的细菌杀灭。但大家不知道的是,随着市场的火热,市面上各种UVCLED应用产品应运而生,其中不乏以次充好,往往同等级别UVCLED产品,实质使用效果却是千差万别。
归根到底,是技术和工艺的差异。
UVCLED封装技术科普第一期,让我们先从关键词热管理出发,看看UVCLED封装技术背后的秘密。
热管理,提高UVCLED寿命的关键
像任何电子元器件一样,UVCLED对热敏感。
UVCLED的外量子效率(EQE)较低,在输入的功率中,大约只有1-3%被转换成光,而剩余的97%左右则基本被转换成热量。此时,如果不将热量快速去除,保持LED芯片低于其最大工作温度,将直接影响芯片的使用寿命,甚至不能使用。可以说,热管理是提高UVCLED使用寿命的关键。
做好热管理,重点在于降低焊接空洞率
由于UVCLED体积小的特点,大部分的热量无法从表面散热,因此LED背面成为了有效散热的唯一途径。此时,如何在封装关节做好热管理显得尤为重要。
说到封装环节上的热管理,离不开两个方面,一是材料,二是工艺。
在材料方面,经过多年的发展,目前市面上UVCLED基本以倒装芯片搭配高导热氮化铝基板的方案为主。氮化铝(AIN)具有优异的导热性(140W/mK-170W/mK),能耐紫外线光源本身的老化,满足UVCLED高热管理的需求。
工艺方面,目前市场上存在几种固晶方式。第一种是采用银浆,这种方式结合力虽然不错,但容易造成银迁移,导致器件失效。第二种是采用锡膏焊接,这种方式由于锡膏熔点只有220度左右,在器件贴片后,再次过炉会出现再融现象,芯片容易脱落失效,影响UVCLED可靠性。因此,市面上多数采用的是第三种固晶方式:采用金锡共晶焊。与前两种固晶方式相比,其主要通过助焊剂进行共晶焊接,能有效提升芯片与基板的结合强度,导热率,更为可靠,有利于UVCLED的品质管控。
既然市面上UVCLED封装的材料和固晶工艺大多一样,为什么热管理的效果却相差那么大呢?
在这里,不得不提焊接空洞率。
焊接空洞率简单来说指的是LED芯片与基板焊接过程中,由于工艺等影响,导致部分区域无法焊接上,形成的缺陷,在外形上呈现为空洞的状态,是影响散热的重要指标。
为了更直观地呈现焊接空洞率对热管理的影响,我们分别取了国星UVCLED以及友商UVCLED作为实验对照样本进行了空洞率检测、热阻对比实验,以及产品寿命实验。两个样本均为采用相同LED进口芯片以及金锡共晶焊工艺。

图注:图中蓝绿色点为产品焊接空洞
经检测计算,在同尺寸LED芯片下,国星UVCLED封装器件空洞率仅为9%,友商UVCLED封装器件空洞率为18%。

热阻实验中,由于国星UVCLED空洞率较低,与友商产品相比,产生的热阻也较低。
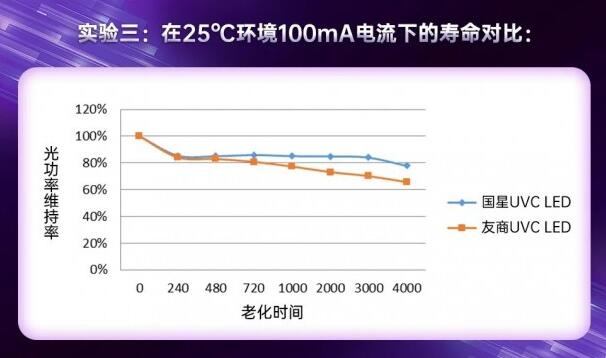
在0到480小时内,空洞率对光功率维持率的影响基本没有太大的变化;但从480小时后,国星UVCLED(空洞率9%)的光功率维持率与友商UVCLED(空洞率18%)相比,差距较明显。4000小时,友商UVCLED光功率维持率只剩60%左右,而国星UVCLED光功率维持率降幅较低,4000小时仍维持在80%左右。
通过是上述三个实验,我们得出结论,焊接空洞率越低,散热效果越好,产品寿命越长,品质越好。
值得注意的是,在降低UVCLED产品焊接空洞率上,国星光电已形成了一套较为领先和完善的工艺技术。目前,国星UVCLED产品总体空洞面积在10%以下,单颗最大空洞面积在2%以下,与市面同类产品空洞率15%-30%相比,处于行业领先水平,具有极佳的散热效果、较长的产品寿命以及优秀的产品品控。
-
当国际照明品牌增加传统UVC灯管产品线时, UVC LED该何去何从?2020-07-07 1545
-
韩国PEC公司旗下UVON发布最新UVC LED封装产品2018-11-15 5114
-
请教UVC-LED封装问题2019-07-09 1366
-
UVC LED主要应用及使用简介2018-08-11 12880
-
如何解决使用UVC LED时的一些设计问题2019-08-09 12949
-
UVC LED因疫情延烧引起市场关注 多家厂商正积极开发UVC LED产品2020-03-09 1930
-
UVC LED固晶工艺 共晶VS锡膏怎么选?2020-05-25 4753
-
高品质UVC LED背后的封装秘密2020-06-15 5064
-
关于UVC LED封装形式、工艺、材料选用的特殊性2020-07-11 2673
-
欧司朗发布首款UVC LED器件Oslon UV 36362020-12-16 1492
-
一文解析氮化铝陶瓷基板应用:深紫外UVC技术2021-02-22 7229
-
那些隐藏在UVC LED背后的封装技术秘密2020-12-24 2115
-
影响UVC LED的热管理和寿命的原因有哪些2021-02-14 2502
-
一文详解精密封装技术2022-12-30 2814
-
UVC LED应用于车载杀菌市场的前景2024-07-03 1542
全部0条评论

快来发表一下你的评论吧 !
