

气伺服焊钳的补偿值运用过程
描述
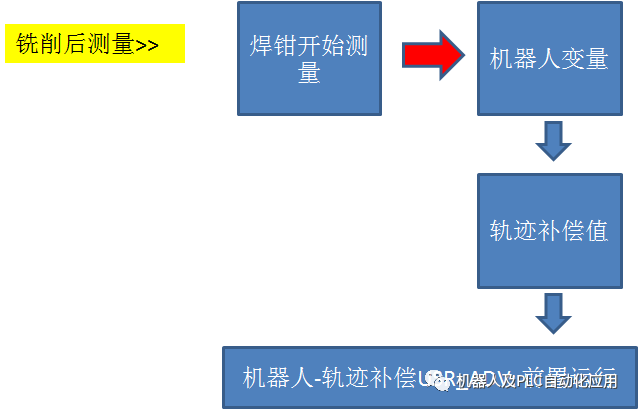
补偿值的计算与获得 都是在焊接点的USER_ADV 前置运行程序里执行的.
内容列表:
1. 测量控制分析,MAKRO83.
2. USER_ADV控制分析.
1. 测量控制分析,MAKRO83.
在铣削位置时开启焊钳的铣削后测量:
PTP VB=100% VE=100% ACC=100% RobWzg=2 Base=0 SPSTrig=0[1/100s] P
A715 = EIN
A757 = EIN
检验测量值,并关闭测量.
PTP VB=100% VE=0% ACC=100% RobWzg=2 Base=0 SPSTrig=5[1/100s] P
SPSMAKRO83 = EIN
MAKRO83 关闭铣削测量
t10 ( EIN ) = -20[1/10Sek]
WARTE BIS !E706 + T10 -一般情况下焊钳在正常工作时E706节能模式都是没有打开的
F118 = T10
t10 ( EIN ) = -60[1/10Sek]
-测量结果检测
WARTE BIS E757 + T10 -E757测量结束
F118 = T10
WARTE BIS E757 + E26 -如果没有测量结束就得按复位E26
F118 = AUS
F85 = E776 + E26 --F85:测量结果不合格-E776测量结果不合格,有复位的自然也不能算合格
A757 = AUS -关闭A757铣削后测量
GOTO Label 1 = EIN -不管测量结果好坏,直接去”Label1”
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
光刻胶的使用过程与原理2024-10-31 3522
-
伺服焊钳机器人做EMZ的程序分析2023-09-01 1029
-
气伺服焊钳的力超时故障分析2023-04-24 1448
-
VASS KUKA电伺服焊钳的SG_Background控制2023-01-14 2688
-
浅析KUKA机器人气伺服焊钳虚拟外部轴的配置文件2022-11-10 2021
-
FESTO焊钳故障报警分析2022-08-15 2943
-
气伺服焊钳为什么会发出钳E1超出软件限制报警2022-07-26 2104
-
气伺服焊钳平衡缸故障分析2020-08-10 3076
-
FESTO气伺服焊钳气管接错后故障分析2020-07-13 3497
-
电伺服焊钳铣削分析:用户铣削2020-06-11 3702
-
visa运用过程中怎么老是出现图片所述的错误2014-05-08 2306
-
气敏元件组成的温度补偿电路2010-01-26 3722
-
具有温度补偿的气敏蜂鸣器电路图2009-06-08 921
全部0条评论

快来发表一下你的评论吧 !
