

钻削加工时刀架的运动设计(附PLC接线图)
可编程逻辑
1397人已加入
描述
图1给出了钻削加工时刀架的运动示意图。刀架开始时在限位开关X4处,按下起动按钮X0,刀架左行,开始钻削加工,到达限位开关X3所在位置时停止进给,钻头继续转动,进行无进给切削,6s后定时时间到,刀架自动返回起始位置。
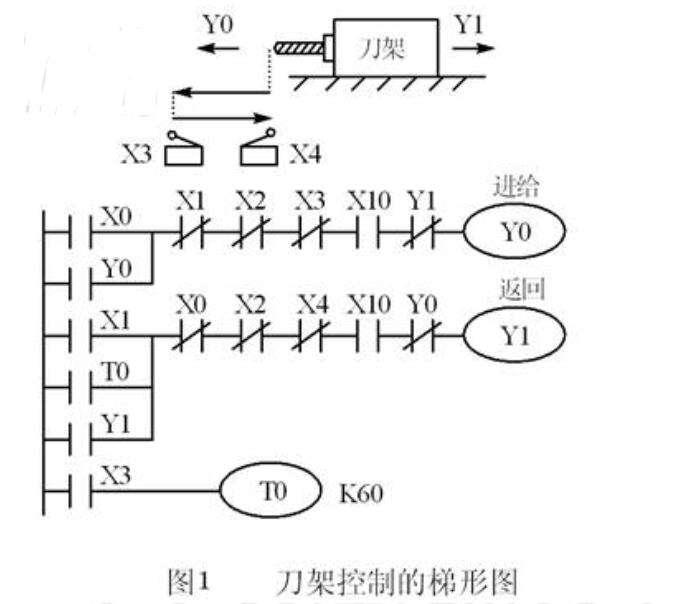
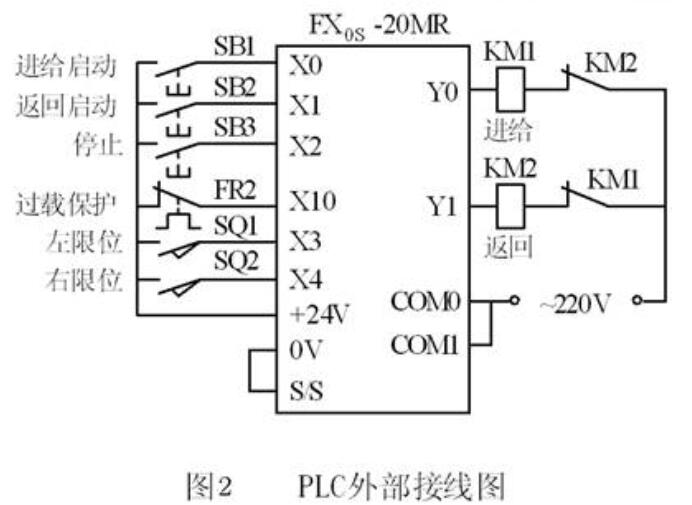
在电动机正反转控制梯形图的基础上,设计出满足要求的PLC外部接线图和梯形图(见图2和图1)。为使刀架的进给运动自动停止,将左限位开关X3的常闭触点与控制进给的Y0的线圈串联。为了在左限位开关X3处进行无进给切削,用X3的常开触点来控制定时器T0的线圈,T0的定时时间到时,其常开触点闭合,给控制Y1的起保停电路提供起动信号,使Y1的线圈通电,刀架自动返回。刀架离开X3所在位置后,X3的常开触点断开,T0被复位。刀架回到X4所在位置时,X4的常闭触点断开,使Y1的线圈断电,刀架停在起始位置。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- plc
-
如何阅读PLC接线图?2023-01-30 10920
-
电气的接线图和原理图有什么区别呢2021-10-22 10806
-
请问电气原理图和接线图区别是什么?2021-10-21 5195
-
你知道绘制电气接线图都有哪些要求吗?2021-07-06 9038
-
接线图2020-01-13 14953
-
双联双控开关接线图2018-05-15 14606
-
APM接线图2016-05-29 12122
-
plc控制4个电机,求接线图2015-04-29 8169
-
电气安装接线图2012-09-21 7243
-
按键接线图2009-09-14 8791
-
PCB外形加工钻削工艺2009-04-07 1449
-
变压器控制原理接线图2008-10-07 8574
-
plc端子接线图2008-02-21 7483
全部0条评论

快来发表一下你的评论吧 !
