

纺纱工艺流程及PLC控制系统
可编程逻辑
描述
1、引言
HXFA368型条并卷联合机在纺纱的整个过程中是个瓶颈环节,一旦出现问题,后边整个生产过程就无法进行,所以要求设备控制系统稳定、性能可靠、使用方便和自动化程度高等特点。该控制系统将可编程序控制器(PLC)运算速度高、指令丰富、功能强大、可靠性高和抗干扰能力强等特点与触摸屏操作简单、功能强大、界面友好直观的特点结合在一起使用,使该系统具有很好的人机交互功能,在生产应用中取得很好的效果。
2、工艺流程及硬件结构设计
HXFA368条并卷联合机主要由成卷部分、牵伸部分、电气控制柜组成,结构简洁紧凑,在纺织备中起着承上启下的作用,其部分工作流程见图1:
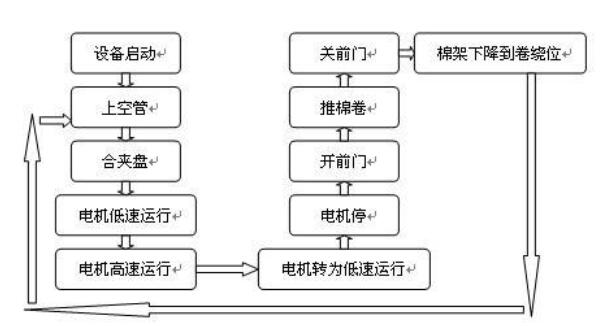
图1工作流程图
系统采用中达电通公司DVP-60ES00R主机和DVP32XP(扩展模块)系列可编程控制器作为中心控制单元,输入点数52点,输出点数40点,共计92点。操作显示单元选用中达电通公司DOP-AE10THTD65536系列触摸屏,电机驱动选用中达电通公司VFD110B43A系列变频器控制。
在设备上共安装48个传感器和8个限位开关,其主要作用是负责各动作的定位、棉条有无的检测和脉冲信号的采样,传感器的输出信号都为开关量,以常开或常闭触点接入控制器的输入端子,选用24v直流电磁阀,直接用PLC的各输出点驱动电磁阀。设备通过一个电机和10个气缸完成系统机电气一体化控制,达到了设备的工艺要求。
3、系统软件设计
系统设计软件流程图如图2所示。
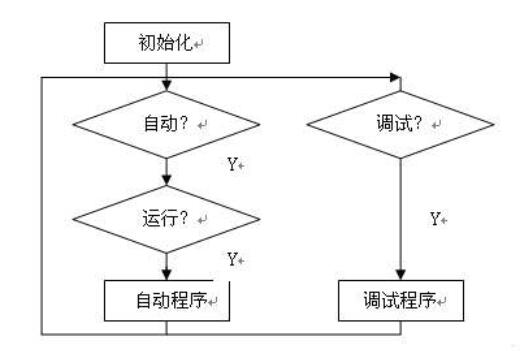
图2:程序流程图
3.1系统初始化
每套控制程序初始化都是必需的,每一次PLC上电或对PLC强制复位都要初始化,主要对在程序中使用的各种计数器、定时器、寄存器等进行复位和设置,同时保留上次运行需要记忆的各种数据,完成运行前的各项准备工作。
3.3人机界面
控制柜上人机界面可使过程可视化,智能化,方便系统调试,增强系统故障之后的恢复能力,改善系统的可维护性,降低运行成本。
根据画面显示信息量采用十八个画面,各画面之间通过触摸键进行切换,同时触摸屏上各类组件的内存单元和与PLC中数据存储区的的单元相关联,构成系统整体监控。根据设备工艺要求设计了参数设定、系统调试、故障信息查询参数设定等画面。
参数设定画面
参数设定画面主要是为了给现场操作人员进行设备工艺参数调节使用的,根据棉纺工艺的不同,对棉卷大小进行调节,设备运行速度调节,棉卷滚出停止位置调节,动作的快慢进行调节等。系统调试画面是为设备调试和故障排除而设计的,通过此画面的24个按钮,可以对动作流程图中的每个动作进行单步执行来进行故障排除和设备调试。故障信息查询画面提供了故障报警和历史数据查找功能,一旦系统发生故障,屏上主画面出现故障原因,点击信息查询按钮故障报警画面分析报警原因,触摸屏提供了一个十分灵活和友好的窗口,方便现场人员的使用,增强了系统的可操作性。
在对DOP-AE10THTD65536触摸屏进行组态设计开发过程中,运用宏指令对控制程序进行了安全保护,防止用户对控制程序私自修改,造成事故发生,以下是部分宏指令:
$133=(1@D1003)将控制程序内存校验和送给触摸屏内部存储器$133
IF$133!=13877(DW)将控制程序大小与原始控制程序内存校验和做对比
CLRB(1@M1072)禁止PLC运行
ENDIF
该段宏指令禁止了用户对PLC控制程序的随意修改,提高了设备的安全性。
4、结束语
HXFA368条并卷联合机是集机、电、气为一体化的自动化设备,基于台达PLC和触摸屏进行自动控制是整机一个很重要的组成部分,具有系统稳定、操作方便、性能可靠等特点,该设备投入运行后受到用户的一致好评。
-
螺母加工工艺流程2023-09-06 4980
-
PCB工艺流程.zip2022-12-30 999
-
样板贴片的工艺流程是什么2021-04-26 3482
-
关于黑孔化工艺流程和工艺说明,看完你就懂了2021-04-23 3534
-
芯片制造全工艺流程解析2020-12-28 19224
-
晶体管管芯的工艺流程?2019-05-26 3462
-
SMT贴装基本工艺流程2018-08-31 3498
-
多种电路板工艺流程2017-12-19 4840
-
pcb工艺流程2016-02-24 1392
-
简述半导体超纯水设备工艺流程及标准参考分析2013-08-12 7165
-
PCB工艺流程详解2013-05-22 10214
-
PLC在高压磨控制系统中的应用2009-12-30 898
-
水厂排水自动控制系统的设计与实现2009-08-15 631
-
清梳联PLC控制系统分析2009-06-20 1144
全部0条评论

快来发表一下你的评论吧 !
