

教你如何让焊条节能的方法 (含电路图)
家电产品
描述
教你如何让焊条节能的方法 (含电路图)
1 焊条使用中的问题
焊条是生产中使用最多的焊接材料,通常,焊条熔化到一定长度就得丢弃,另换焊条。丢弃焊条的长度越短,焊条利用率越高,电能和材料浪费就越少。无疑,合理使用焊条,缩短焊条丢弃长度,可以节约电能和材料。
焊接中,焊工常采用比正常值大的电流来提高焊条的焊接速度,由于焊接电流过大,产生的电阻热急剧增加,电阻热的积累就会使焊条药皮发红、开裂22k甚至脱落,焊条未用到正常长度就得丢弃,同时过大电流焊接产生的灼热也使劳动条件恶化,这种方法是以电能和材料的浪费为代价的。但从另一方面看,电阻热对焊条有预热作用,预热焊条有助于焊条的熔化,而用较小的电流就可获得与大电流同样高的焊接速度。生产中利用焊接电流的预热作用,可保证焊条有较高的焊接速度,同时又能达到节能的目的。
2 焊条节能的方法及电路
焊接开始时,用大电流焊接,利用所产生的电阻热充分预热焊条,焊条熔化到一定长度时把大电流换到较小电流继续焊接,可使焊条的焊接速度较高,焊条丢弃长度短。根据这一方法设计的电流变换电路如图所示,该电路由焊接同步电路与电流变换电路两部分组成。焊接同步电路由器件LM324等组成,负责判断焊接是否开始,保证计时与焊接开始同步。焊机处于空载,器件324输出为低电平,一旦焊接开始焊机端电压Uf下降,器件324输出为高电平。电流变换由器件555和继电器等完成。在324输出为低电平时,555处于定时准备状态并输出高电平,继电器通电将电阻R短接,对焊接电流控制回路没有影响。焊接开始,324输出为高电平,555就开始计时并进行大电流焊接。定时时间到,555翻转输出低电平,继电器失电将电阻R接入焊接电流控制回路,焊接电流就从大电流变换到了较小电流,直到焊接到更换焊条。
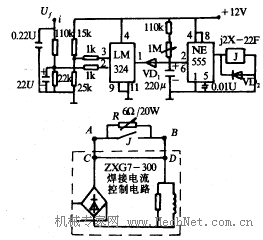
焊接电流变换电路原理
我们在ZXG7-300型磁放大器式弧焊机上使用了如图所示电路,使用时将图中虚线框内ZXG7-300型弧焊机焊接电流控制电路的连线沿C、D断开,将C、D与JZX-22F的常开触点的A、B端连接,焊机输出正端与图中i端相连。根据测定,焊接电流控制回路串入电阻每增加1Ω,焊接电流减小约10A,变换后的焊接电流比变换前的焊接电流减小20A-40A较好。使用φ4mm结422焊条,开始电流约230A,变换后的电流约200A,焊条熔化到焊条全长的2/3左右时变换电流,能获得高的焊接速度,焊条丢弃长度很短,更换焊条时,焊条稍有发红,但不影响焊接质量。波兰机械市场具有开拓潜力据有关媒体报道,波兰去年进口的产品中,机械产品高达110亿美元,显示其机械市场具有开拓潜力。近几年来,波兰经济逐年增长,预计今年经济增长率将达5.8%,因此带动了对机械设备的需求。在波兰进口的产品中,机械设备和运输设备占进口额的36%,达152亿美元。据报道,波兰进口的机械设备,主要来自德国、意大利、瑞士、法国、瑞典以及美国等。***厂商也重视开拓波兰机械市场,今年已取得一些成交额。
3 结论
应用表明,使用这种先大电流后减小电流的方法,只要选择合适的电流配合的变换时间,就能充分利用电能和材料,达到节能增效的目的。
- 相关推荐
- 热点推荐
- 焊条
-
美的电磁炉原理与维修(含电路图)2022-01-13 12905
-
LED节能灯电路图2017-02-07 3343
-
教你看懂电路图2016-05-25 12112
-
微波炉原理及维修(含电路图)2016-01-18 3380
-
layout工程师教你看懂电路图2015-12-12 49460
-
实例教你看电路图2015-04-12 22271
-
教你如何看懂电路图2012-07-30 16360
-
PIC ICD2制作方法及其资料(含电路图)2010-03-12 1383
-
一些节能灯电路图2010-02-18 16888
-
双管节能灯电路图,原理图2009-05-04 3337
-
AM调制的原理(集电极调制,含电路图)2009-04-02 15158
-
新颖的节能灯电路图2008-11-06 1420
-
手机主板电路图(含PCB文件)2008-07-23 21267
全部0条评论

快来发表一下你的评论吧 !
