

PLC工厂流水线的实现过程示意图
PLC/PAC
164人已加入
描述
流水线在工厂生产线上运用非常广泛。从产品原料到最终产品,工厂中的生产过程都是由各个生产工站实现。工站与工站之间的转运,就是通过流水线实现。下面就工厂流水线的实现过程拆分如下:
控制功能
流水线辊道的启动/停止,均依照前后辊道一定的时许实现。流水线辊道后一级的启动均由前一级辊道的运行状态控制,其前一级辊道未运行,则后一级辊道不能启动;反之,后一级辊道未停止,则前一级辊道不可停止。若下一级辊道上检测到物料,则上一级辊道不可运行,防止流水线上形成物料堆积。
控制流程
流水线辊道示意图如下:

流水线辊道示意图
流水线启动后,若流水线上未检测到物料,则流水线辊道全部启动;若检测到物料则按照如下逻辑处理:
1)若辊道3后的允许放料信号无效,且3号辊道上的物料检测传感器检测到物料(3号辊道上有物料),则停止辊道3;
2)若辊道3处于停止状态,且2号辊道上的物料检测传感器检测到物料(2号辊道上有物料),则停止辊道2;
3)若辊道2处于停止状态,且1号辊道上的物料检测传感器检测到物料(1号辊道上有物料),则停止辊道1。
程序示例
地址分配如下:

plc地址分配
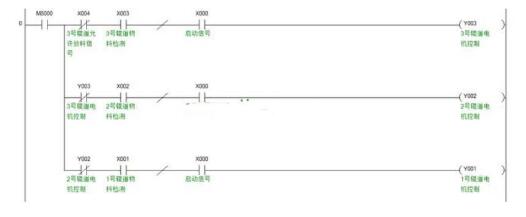
PLC流水线程序
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- plc
-
什么是流水线 Jenkins的流水线详解2023-05-17 1847
-
PLC流水线故障排除方法分享2023-02-19 1894
-
ARM架构系列中的流水线设计2022-04-11 5818
-
嵌入式_流水线2021-10-20 1330
-
各种流水线特点及常见流水线设计方式2021-07-05 10460
-
浅谈GPU的渲染流水线实现2018-05-04 4224
-
三菱plc装配流水线课程设计2016-12-17 3631
-
电镀流水线的PLC控制2016-02-17 1350
-
什么是流水线技术2010-02-04 4435
-
混合动力汽车示意图2009-11-21 2383
-
失会聚示意图2009-07-31 1344
-
飞机示意图2009-05-26 2599
-
电脑键盘示意图,计算机键盘示意图2009-03-10 128196
-
氯离子结构示意图和钠离子结构示意图2008-05-28 57144
全部0条评论

快来发表一下你的评论吧 !
