

电伺服焊钳铣削分析:用户铣削
描述
LIN VB=200[mm/s] VE=0% ACC=100% RobWzg=1 Base=0 SPSTrig=5[1/100s]P 铣削轨迹点
SERVOZANGE 1 Fraesen Punktnummer= 31 FahrzeugTyp= 0Doppelhub= AUS Bedingung=F277
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(5) PRIO=-1 执行SPS程序
VW_SGB_DRESS_ADV($FLAG[277],#SG_LIN,P5,1,31,0,FALSE,0) 预执行
LIN P5 轨迹点
$ADVANCE=3 提前3步执行
WAIT FORSPS_FERTIG
VW_SGB_DRESS_MAIN($FLAG[277],#SG_LIN,P5,1,31,0,FALSE,0)执行铣削
SPS_FERTIG=FALSE
TRIGGERWHEN DISTANCE=1 DELAY=-50 DO SPS_TRIG(6) PRIO=-1 执行伺服焊钳user程序后的SPS程序
LIN P5 轨迹点
铣削厚度由示教指定。
铣削过程是通过SGVW_USERDRESS方法实现的。
单次夹紧铣削:

双次夹紧铣削:

Doppelhub 双行程
•OFF:以焊接计时器指定的力将焊枪关闭一次。
•ON:以焊接计时器指定的力将焊枪关闭两次。
2.Punktnummer
仅当两次行程=开启时该字段才可用.
--------------------------------------------------------------
GLOBALDEF SGVW_USERDRESS() 用户铣削
SGB_VW_Prep_Dressparams(DressIOs) 铣削参数
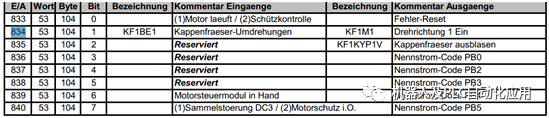
DECL GLOBAL SGVW_DressIOs_TSGVW_Dresser={O_StartDress 834,O_DressDirection 850,I_DressEdge 834}
把SGVW_Dresser发给DressIOs赋值
REPEAT 循环
-
模具制造中的数控铣削加工刀具技术探讨2025-05-07 1405
-
深入了解 PCB 制造技术:铣削2025-01-26 1860
-
数控铣削加工在加工前数控程序需要编程吗2024-06-07 2358
-
SycoTec高精度主轴铝合金高速铣削工艺方案及实际应用2024-03-14 1223
-
KUKA机器人焊钳铣削清零方式2021-06-18 4332
-
机床铣削加工德国SycoTec铣削单元创新技术方案2021-05-25 728
-
KUKA电伺服焊钳测量原理分析2020-06-30 2764
-
KUKA机器人固定焊钳的铣削控制2020-06-12 2391
-
KUKA-8.3系统电伺服焊钳的更换电极测量与铣削后测量的过程分析2020-05-11 3015
-
气凝胶超声铣削圆形刀设计2018-02-26 1280
-
matlab铣削力仿真2014-03-14 3371
-
基于MATLAB的微细铣削加工测试系统开发2011-08-22 1662
-
铝材铣削机电器原理图2008-02-03 1093
-
面向高速铣削的加工策略 -CimatronE与高速铣2006-04-16 2082
全部0条评论

快来发表一下你的评论吧 !
