

说一下ARPLAS单边焊
描述
阿普拉斯焊接技术以普通电阻焊为基础,但是使用完全不同的参数。
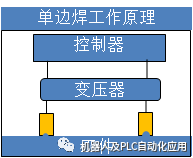
对比图

ARPLAS的结构示意图,说白了就大电流短时间焊接。
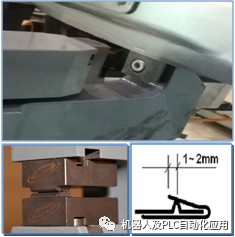
焊点凸台

焊接时间短 (约4毫秒)、电流电流大,能够减小热影响区。
传统电阻焊中普遍存在的热应力,在采用阿普拉斯技术焊接的工件中几乎不存在。因此,工件变形小。
不需要水冷系统。

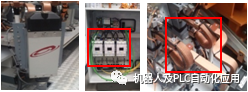
冲压出焊点凸台的设备
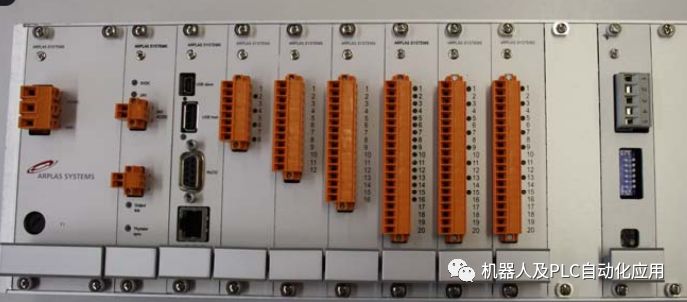
焊接质量控制单元
主要的焊点的质量参数

•优化焊接参数,增加焊接电流百分比,起到增加焊接电流的作用。

•调整机器人轨迹,使得凸台在电极中心位置,满足焊接要求,可以避免开焊。
焊接小辫处有毛边,在工作过程中与气缸边缘接触容易产生分流,需要消除分流现象。

焊接过程只对压力曲线进行监控,下图是压力曲线

焊接压力不能通过软件调节,只能监控,焊接压力监控范围的设定

声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
-
求大神说一下bais-tee的工作原理说一下2015-09-01 0
-
请问一下大佬们nrf24L01底部焊盘是否一定要接地?2020-07-15 0
-
重点说一下永磁同步电机2021-08-27 0
-
单边带技术2010-09-15 940
-
小米6定了!小米:有件大事提前说一下2017-04-11 643
-
电磁炉加热一下就停一下什么原因及解决办法2020-03-18 275498
-
电磁炉加热一下就停一下什么原因2021-06-04 38469
-
管窥一下汽车这样的“自控力”是如何实现的2021-03-30 1453
-
画完PCB后,还要检查一下是不是存在这个问题2022-12-30 1228
-
说一下模拟信号与数字信号的区别2023-05-15 7038
-
焊锡丝一般能焊什么材料?锡膏厂家来说一下2022-04-22 2683
-
一个亿,啪一下就没了!2022-06-02 514
-
浅谈一下助焊膏和助焊剂的区别?2022-02-22 3404
-
浅谈一下无卤焊锡膏是否可以取代无铅焊膏?2022-11-15 775
-
说一下PT100、PT1000电桥测温方案2023-10-18 6542
全部0条评论

快来发表一下你的评论吧 !
