

了解采用搅拌摩擦焊接应用在5G基站相关的结构件
电子说
描述
当高频信号及微波馈入电路时,将不可避免地产生热量,随着5G设备频率升高,势必产生更大热量。因此基站散热也是目前面临的一大难点,降低基站工作温度,从而降低基站和机房功耗,才能更加环保,减少设备的维修,降低成本。华为、中兴、诺基亚、爱立信等通信设备厂家采用不同的基站设备设计方案来提升其散热效率,而5G滤波散热腔体就是处理此散热问题的一大重点。
为了满足腔体滤波器本身散热的需要,加工厂家在腔体滤波器的制备上将散热壳体与腔体滤波器做成一体化的设备。一体化设备,就需要将两种配件结合在一起,一种方案是一体成型,一种是通过连接的形式。下面我们就来看看在基站中目前使用的焊接技术—摩擦搅拌焊。
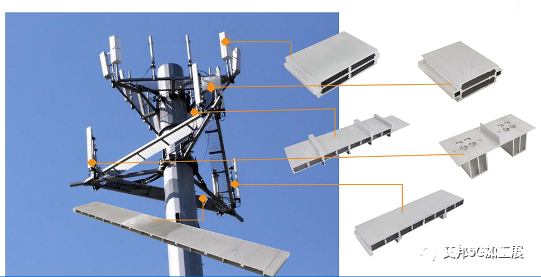
据了解东山精密子公司苏州永创金属采用在航空、轨道交通等领域应用成熟,密封性较好的搅拌摩擦焊接,将滤波器基板和散热拼接件通过搅拌摩擦焊接固定在一起,腔体滤波器与散热板之间没有空气间隙,大大提高传热效果。
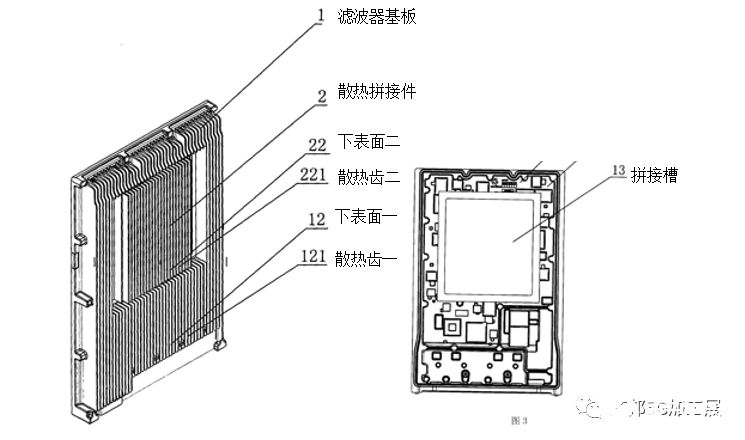
图 东山精密旗下苏州永创金属开发的局部散热能力强的滤波器腔体 专利号CN106486722A
此外春兴精工、大江美利信、泰日升、中电爱华、汉汽航空等厂家也在采用搅拌摩擦焊接应用在5G基站相关的结构件,例如基站散热壳体、铝板散热器、围框、吹胀板、天线等等。
图 搅拌摩擦焊接产品 来自东莞颂涛智能
下面我们来简单了解下这种搅拌摩擦焊技术;
搅拌摩擦焊(Friction Stir Welding,FSW)是一种固相焊接技术,利用高速旋转的焊具与工件摩擦产生的热量使被焊材料局部塑性化,当焊具沿着焊接界面向前移动时,被塑性化的材料在焊具的转动摩擦力作用下由焊具的前部流向后部,并在焊具的挤压下形成致密的固相焊缝。
图 搅拌摩擦焊视频 来自东莞颂涛智能
搅拌摩擦焊与常规摩擦焊的不同之处在于搅拌摩擦焊焊接过程需要加入搅拌针伸入工件的焊缝处,通过焊头的高速旋转,与焊接工件材料摩擦来完成焊接。因此适用于接合低熔点的有色金属和混合连接。
基站结构件,由于轻量化、散热需求,铝合金材料占据主流,表面氧化膜难熔、热导率过大、容易热变形,成为铝合金焊接成为一大难点,而摩擦搅拌焊恰恰能够满足铝合金的焊接。搅拌摩擦焊的疲劳性能、拉伸性能和弯曲性能良好、无需焊丝,唯一消耗的是焊接搅拌头、甚至在焊接时不需要使用保护气体,接头残余应力低,焊接变形小等优点,已成为铝合金焊接的主要方式。
由于基站上的结构件体积较大,平面度,精度,气密性要求高,据行业人士分析,目前搅拌摩擦焊的难度主要在于焊接、测漏、以及焊接平面度问题。据了解,设备厂家开发的搅拌摩擦焊机主要集中改善在四个方面;
1.产品焊接位置的结构设计
2. 焊接参数的选取;
3. 搅拌头的设计;
4. 夹具的设计。
由于在效率、成本、环保等方面显示出的优越性,搅拌摩擦焊已被大规模地应用于航空、船舶、列车、甚至通信基站等领域。随着基站覆盖率加深,将给搅拌摩擦焊机厂家带来新的市场机遇,据了解目前在5G基站结构件加工中涉及的搅拌摩擦焊的设备厂家有湖南坤鼎数控科技有限公司、航天工程装备(苏州)有限公司、中山科隆等,有更多关于搅拌摩擦焊机的厂家,欢迎加入交流。
5G基站加速落地,工信部透露2020全年将新建50万个5G基站,为保证后续的各种5G设备的信号传输,小型化金属滤波器、双工器、谐振器、散热器、基站外壳等精密金属结构件也将迎来新一波需求高峰,欢迎5G终端,基站等通讯设备制造商,半固态压铸、吹胀板、液态金属、粉末冶金等金属加工,模具,压铸机、注射机、CNC、精雕机,锌/铝/镁合金、不锈钢等材料厂商加入一起交流。
责任编辑:pj
-
汽车结构件焊接技术进展与应用分析2025-02-20 805
-
5G基站天线电缆的激光焊接应用2023-12-18 1666
-
SOLIDWORKS焊件设计-快速搭建结构件产品2022-11-23 2004
-
5G基站电源配套如何改造?2021-12-28 2418
-
应用在5G技术的无线压力传感器2021-02-04 1777
-
5G基站的建设要花多少钱?2020-11-27 4963
-
利用智能PLC压铸模温机提高5G基站产品的生产效率2020-11-06 1974
-
5G基站相对于4G有何变化?2020-10-26 3740
-
5G基站上面的结构件又有哪些呢?2020-08-21 9668
-
虽因疫情5G基站覆盖有所延缓,但是在逐渐深入2020-06-22 3727
-
中兴等通信厂家采用镁合金材料用于基站结构件上2020-06-19 8544
-
景旺电子表示5G基站相关产品的供应持续稳定增长2019-07-01 4151
-
春兴精工滤波器及相关结构件取得专利,与华为保持战略合作关系2018-07-21 9685
全部0条评论

快来发表一下你的评论吧 !
