

模块化气动夹具的特性分析与设计
工业控制
描述
传统小型回转类薄壁零件的加工,常采用三爪自定心卡盘直接夹紧或通过衬套夹紧,这种装夹方式已满足不了现代化生产的需求。而使用多工位的模块化气动夹具可以降低生产成本及劳动强度。
薄壁类小型回转零件
1)典型零件结构
典型零件结构如图1所示。
图1 薄壁类小型回转结构件典型零件结构
2)装夹方式
以往在加工中心上加工回转结构件类零件时,常用装夹方式为三爪自定心卡盘(见图2)。
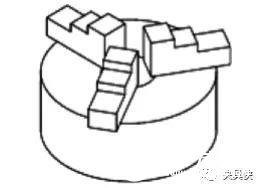
图2 三爪自定心卡盘
直接夹紧或采用三爪自定心卡盘通过衬套夹紧 零件时,由于是三点夹紧,夹紧力不均匀,容易造成零件变形(见图3)。
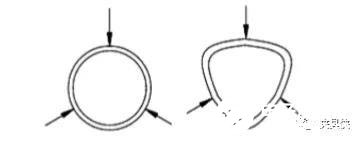
图3 三点夹紧变形示意图
通过分析此类产品的特点,将零件夹持方式进行成组化分类,并将夹具夹持部件进行模块化设计,采用气动方式,在生产过程中只需快速更换相应的模块即可。
模块化气动夹具设计
1)夹具结构及工作原理
夹具结构如图4所示。夹具体与底座连接,气缸固定在底座上,气缸活塞杆与托板采用螺栓联接,托板与滑块之间通过2个连杆连接,使滑块在夹具体内上下运动。弹簧夹头固定在夹具体上,通过手动球阀控制进泄气推动滑块与弹簧夹头锥面配合从而实现零件的夹紧与松开。
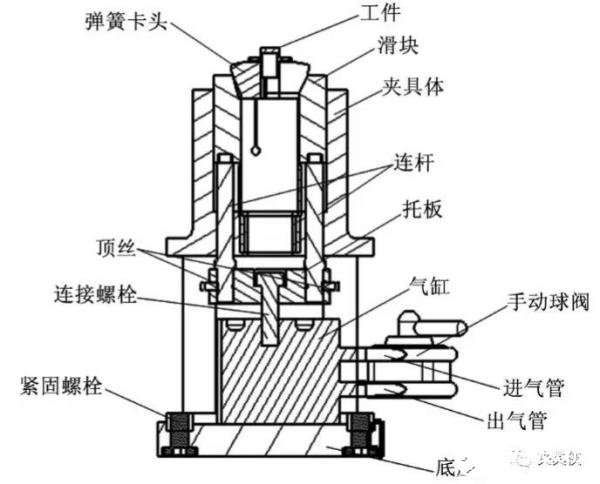
图4 夹具结构
2)夹具的模块化特性分析与设计
薄壁类小型回转结构件虽然种类多,但加工时一般都是以回转部位的外圆为基准定位加工的。因此,此类零件的夹紧可以采用通用型夹具。弹簧夹头(图5)夹紧精度较高,零件受力均匀,不易产生变形,适用于小型回转结构件的装夹。

图5 弹簧夹头
利用自身的螺纹部分直接联接在夹具体上,在更换弹簧夹头时不需拆卸其他部件;装夹零件时可根据零件外圆直径大小,选用相应弹簧夹头;在弹簧夹头内部安装轴向定位装置可以有效避免零件轴向浮动;夹具夹持力大小可通过改变气源压力或更换气缸型号进行调整。
3)夹持力分析
弹簧夹头受力分析图如图6所示。气动夹具夹紧过程中,滑块向上运动,其内锥面与弹簧卡头外锥 面接触,给弹簧卡头施加一个向上的推力。
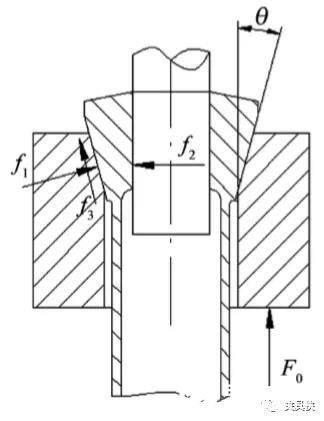
图6 弹簧夹头受力情况
当被夹紧工件无轴向定位时,弹簧卡头夹紧工件时所需作用在弹簧卡头上的轴向力的简化计算公式为:

θ:夹头半锥角 μ2 :夹头与工件的摩擦因数
摩擦力f3的计算公式为:

μ1:夹头与外夹套的摩擦因数
作用在弹簧夹头上的轴向力即为气缸工作时活塞提供的推力,则F0的计算公式为:
p:输入气缸的气体压强 d:气缸活塞直径
通过计算,可以计算出气缸的直径,从而确定气缸的选型。
模块化气动夹具的应用效果
以某薄壁小型回转类零件为例,验证模块化气 动夹具的应用效果。加工内容为加工零件外形及2个小孔,需要夹持Φ11外圆,由于零件加持部位壁厚为1mm,需要避免由于夹持力过大导致内孔变形问题。该零件以往是由三爪自定心卡盘夹持Φ11外圆进行加工,加工过程中夹紧力大小完全依靠个人手感,经常出现由于加紧力过小导致加工过程零件夹持不稳产生振刀纹,或加紧力过大导致内孔变形报废等问题(见图7)。
图7 三爪自定心卡盘夹具加工零件
为改善零件的夹持状态,选用模块化气动夹具进行装夹。通过受力分析计算选择合适的气缸型号,应用该模块化气动夹具(见图8)后,加工表面有了明显的改善(见图9)。
图8 模块化气动夹具
图9 模块化气动夹具加工零件
原装夹方式由于重复定位精度差,每件零件夹紧后均需校正坐标系,单件校正时间约2min。应用模块化气动夹具后,无需校正坐标系,单件装夹 时间 t≤5s,降低了工人劳动强度,且加工过程装夹稳定,重复定位精度高,零件合格率达到100%,提高了加工效率。由于此类零件的批量大,综合效率提升非常可观。
以上设计应用的模块化气动夹具通过应用实践后,可以根据批量的大小,评估经济成本后,拓展模块化夹具的应用范围,将模块化气动夹具设计为多工位模块化气动夹具(见图10),进一步提高生产效率。
图10 多工位模块化气动夹具
模块化快换夹具也将是多品种、小批量制造企业夹具的发展趋势。不仅节省了成本,而且满足了企业精益生产、敏捷制造的要求,综合效率提升非常可观。
责任编辑:gt
-
模块化UPS电源设备的配置2022-11-01 2117
-
鼎阳科技推PXIe模块化示波器、PXIe模块化矢量网络分析仪产品组合,构建新一代模块化、软件定义的测试平台2026-01-14 66471
-
模块化示波器的技术原理和应用2024-12-11 898
-
到底什么是模块化编程?2021-12-03 2367
-
模块化Java:动态模块化2010-12-01 855
-
串行RapidIO提升模块化基站设计2010-03-10 1532
-
电扶梯模块化改造2011-05-23 969
-
模块化程序设计2016-03-22 761
-
模块化气动阀门控制单元的原理及设计2019-01-03 2638
-
关于小型模块化机架的工作原理分析2020-04-24 1931
-
关于nVent PXI Express系统的模块化设计2020-07-27 1173
-
通信行业对模块化UPS有哪些技术要求2020-12-26 1845
-
万能试验机气动夹具的类型有哪些?2023-03-07 2071
-
什么是模块化自动化?2023-03-10 4695
-
图解芯技术 | RISC-V 的极简模块化特性2026-06-03 391
全部0条评论

快来发表一下你的评论吧 !
