

铝打磨间的PID控制冷却系统的控制与升温系统的控制!
描述
铝打磨间的PID控制冷却系统的控制与升温系统的控制!
在工业生产中,常需要用闭环控制方式来实现温度、压 力、流量等连续变化的模拟量控制。无论使用模拟控制器的模 拟控制系统,还是使用计算机(包括PLC)的数字控制系统,PID控制都得到了广泛的应用。
过程控制系统在对模拟量进行采样的基础上,一般还要对采样值进行PID(比例+积分+微分)运算,并根据运算结果,形成对模拟量的控制作用。这种作用的结构下图所示

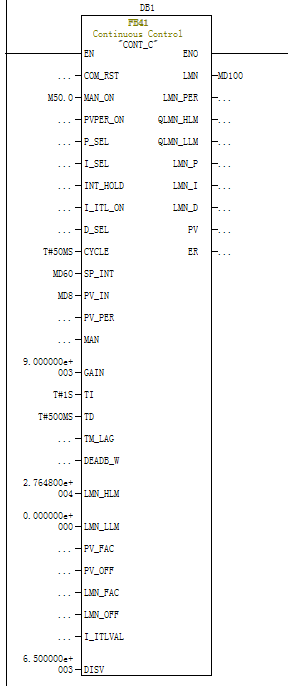
使用SFB 41/FB 41 "CONT_C"进行连续PID控制
FB41用于通过使用连续的变量输出在SIMATIC S7控制系统中实现技术过程控制。除了设定点操作和过程数值操作功能外,FB41可以使用连续的变量输出和手动影响控制数值选项,来实现一个完整的PID控制器。
在FB41中的运算结果只有在按一定时间间隔时调用才准确,所以应在循环中断OB(OB30到OB38)中调用,在FB41的“CYCLE”参数设置应与OB块的循环时间一致.
SFB/FB "CONT_C" (连续控制器)在SIMATIC S7可编程逻辑控制器上使用,通过持续的输入和输出变量来控制工艺过程。
可以使用该控制器作为PID固定设定值控制器或在多循环控制中作为层叠、混料或比率控制器。该控制器的功能基于使用模拟信号的采样控制器的PID控制算法,必要时可以通过加入脉冲发生器阶段进行扩展,为使用成比例执行机构的两个或三个步骤控制器生成脉冲持续时间调制输出信号。
只有在以固定时间间隔调用块时,在控制块中计算的值才是正确的。为此,应该在循环中断OB (OB30至OB38)中调用控制块。在CYCLE参数中输入采样时间。
除了设定值和过程值分支中的功能,SFB/FB还通过持续操作变量输出和手动影响操作值的选项实现了完整的PID控制器。
下文提供了对这些子功能的详细说明:
设定值分支
以浮点格式在SP_INT输入键入设定值。
过程变量分支
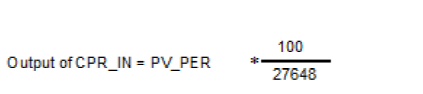
可以外设(I/O)或以浮点格式输入过程变量。CRP_IN功能根据以下公式将PV_PER外设值转换为介于 -100和 +100 %间的浮点格式值:
PV_NORM功能根据以下公式统一CRP_IN输出的格式:
PV_NORM的输出 = (CPR_IN的输出) * PV_FAC + PV_OFF
PV_FAC的默认值为1,PV_OFF的默认值为0。
出错信号
设定值和过程变量间的差异就是出错信号。为消除由于操作变量量化导致的小幅恒定振荡(例如,在使用PULSEGEN进行脉宽调制时),将死区应用于出错信号(DEADBAND)。如果DEADB_W = 0,将关闭死区。
PID算法
PID算法用于定位计算。比例、积分(INT)和微分(DIF)操作以并联方式连接,因而可以分别激活或取消激活。这使对P、PI、PD和PID控制器进行组态成为可能。还可以对纯I和D控制器进行组态。
手动值
可以在手动和自动模式间进行切换。在手动模式下,使用手动选择的值更正操作变量。积分器(INT)内部设置为LMN - LMN_P - DISV,微分单元(DIF)设置为0并在内部进行匹配。这意味着切换到自动模式不会导致操作值发生任何突变。
操作值
使用LMNLIMIT功能可以将操作值限制为所选择的值。输入变量超过限制时,信号位会给予指示。LMN_NORM功能根据以下公式统一LMNLIMIT输出的格式:
LMN = (LMNLIMIT的输出) * LMN_FAC + LMN_OFF
LMN_FAC的默认值为1,LMN_OFF的默认值为0。
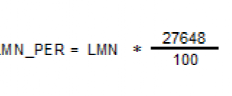
也可以得到外设格式的操作值。CPR_OUT功能根据以下公式将浮点值LMN转换为外设值:
前馈控制
可以在DISV输入前馈干扰变量。
初始化
SFB 41 "CONT_C"有一个在输入参数COM_RST = TRUE时自动运行的初始化程序。
在初始化过程中,将把积分器内部设置为初始化值I_ITVAL。以循环中断优先级调用它时,它会从此值开始继续工作。
将所有其它输出设置为它们各自的默认值。
实例:水箱水位控制:
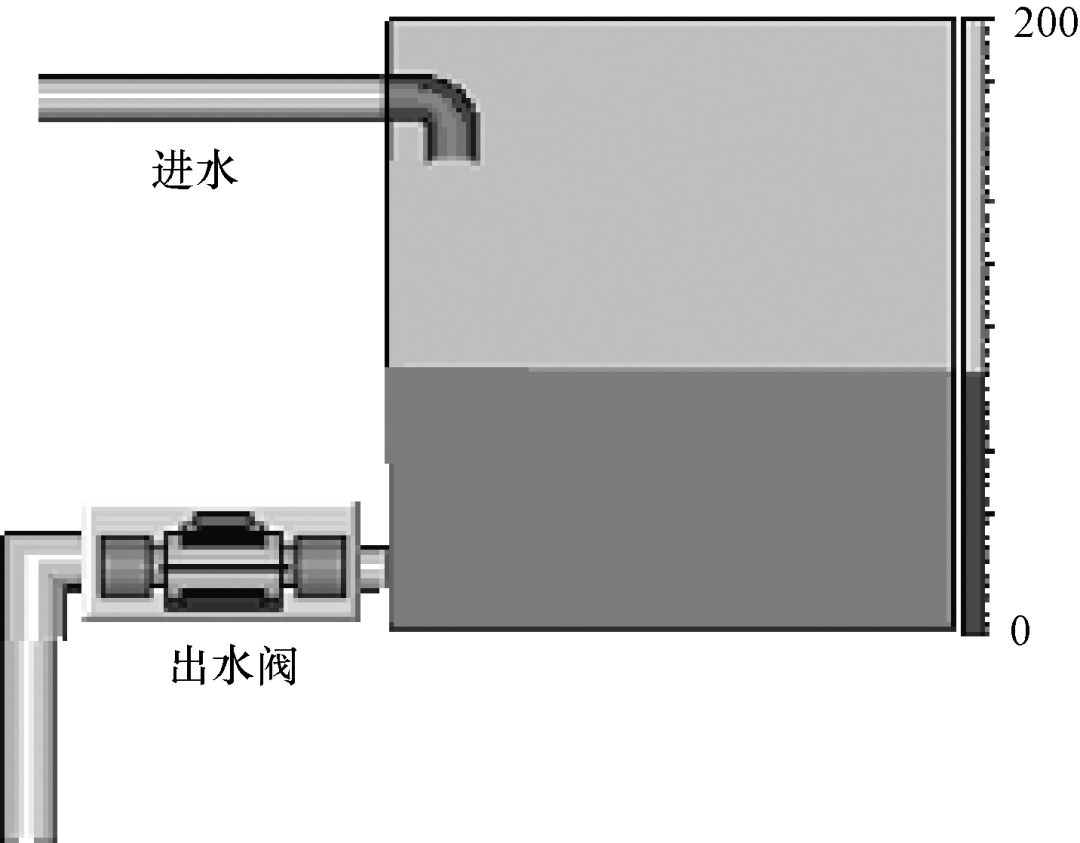
有一水箱可向外部用户供水,用户用水量不稳定,有时大有时少。水箱进水可由水泵泵入,现需对水箱中水位进行恒液位控制,并可在0~200Cm(最大值数据可根据水箱高度确定)范围内进行调节。如设定水箱水位值为100Cm时,则不管水箱的出水量如何,调节进水量,都要求水箱水位能保持在100Cm位置,如出水量少,则要控制进水量也少,如出水量大,则要控制进水量也大。
因为液位高度与水箱底部的水压成正比,故可用一个压力传感器来检测水箱底部压力,从而确定液位高度。要控制水位恒定,需用PID算法对水位进行自动调节。把压力传感器检测到的水位信号4~20mA送入至S7-300 PLC中,在PLC中对设定值与检测值的偏差进行PID运算,运算结果输出去调节水泵电机的转速,从而调节进水量。
水泵电机的转速可由变频器来进行调速。
模拟量输入PIW130
模拟量输出PQW128
MD8:实际液位值
M50.0:PID手自动切换
MD60:设定液位值
MD100:PID输出值
M50.0 =FALSE时开始进行PID控制
铝打磨PID控制分析:
-
ST电机控制方案如何为数据中心等高功率冷却系统“降温增效”2025-04-18 2546
-
电机冷却系统设计2025-04-01 449
-
冷却系统各组件及控制作用2024-09-30 2931
-
采用PID控制冷却水温度的步骤介绍2023-03-13 1751
-
波峰焊冷却系统的技术要求及结构方式2021-05-31 1953
-
铝打磨间的PID控制冷却系统的控制与升温系统的控制!2020-08-07 2312
-
激光打标设备冷却系统监测控制系统的原理及软硬件设计2020-07-24 2110
-
汽车冷却系统如何来实现电气控制2019-07-09 1722
-
模糊PID控制算法如何控制匀速升温2019-05-30 10421
-
基于模糊PID控制的半导体制冷片温控系统的研制2011-11-01 3576
-
基于PID的数字冰箱控制系统2011-04-09 1637
-
一祌新型变压器冷却系统智能监控装置的研究2010-06-28 733
-
层流冷却系统自寻优模糊控制研究2009-12-19 851
-
控制冷却系统中流量控制&边部遮档技术的设计与实现2009-07-02 1040
全部0条评论

快来发表一下你的评论吧 !
