

A—B公司的7360数控车床系统结构及原理图
应用电子电路
966人已加入
描述
A—B公司的7360数控车床系统结构及原理图
美国Allen Bradley公司出品的7360CNC系统是用来控制车床的计算机数控系统,整个系统安装在一个独立的封闭机柜中,系统的核心是一台字长为16位的小型计算机(或称工业处理机),内存共32K。
1、7360系统硬件结构
7360系统是以16位字长的工业处理机AIP为核心,包括阅读机、CRT键盘、控制面板和机床接口的实时控制系统。图3—65为7360系统的硬件框图。

7360数控系统是一种典型的数字采样实时过程控制系统。各种控制功能都被当作任务,编制成为相对对立的程序模块,通过系统程序将各种功能联系成为一个整体。系统程序的功能是处理中断、调度和监督各种任务的实施,该系统的软件结构如图3—67所示。

1)背景程序
背景程序是计算机的主程序,主要功能是根据(控制面板上的)开关命令所确定的系统工作方式,进行任务的调度。它由三个主要的程序环组成,以便为键盘、单段、自动和手动四种工作方式服务。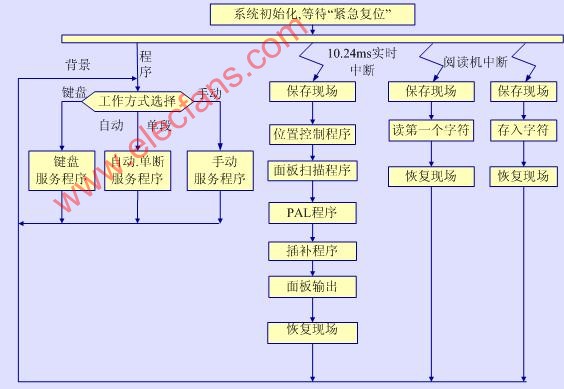
图3-67 7360系统的软件结构
2)中断服务程序7360系统的实时过程控制是通过中断方式实现的。设置了5级中断,由计算机的硬件加以控制。
7360系统使用了扩展DDA的软件插补法。如前所述,这种方法采取时间分割,根据编程的进给速度,将轮廓曲线(或直线)分割为轮廓步长作为每一采样周期的进给量。扩展DDA直线和圆弧插补法只要求计算机进行加,减法及有限次数的乘法,没有函数计算,计算简便,速度较高,精度可达1μm。
声明:本文内容及配图由入驻作者撰写或者入驻合作网站授权转载。文章观点仅代表作者本人,不代表电子发烧友网立场。文章及其配图仅供工程师学习之用,如有内容侵权或者其他违规问题,请联系本站处理。
举报投诉
- 相关推荐
- 热点推荐
- 数控
-
数控车床加工工艺的技巧2025-01-22 2098
-
数控车床t指令对刀步骤2024-06-07 4577
-
深圳恒兴隆|数控车床主轴一般是用哪些电机.2024-04-09 2663
-
数控车床电主轴运转时如何散热?2023-08-16 2677
-
斜床身数控车床和平床数控车床的区别2022-07-10 4722
-
数控车床的基本构成2022-03-14 16272
-
浅析数控车床编程与操作2021-09-09 2862
-
数控车床的组成2019-04-23 11696
-
智能数控车床百科2018-12-17 2579
-
单片机对数控车床应用2015-11-24 1345
-
数控车床加工实验2010-02-24 1610
-
数控车床基本操作2009-02-16 4624
全部0条评论

快来发表一下你的评论吧 !
