

关于子脉冲的被动 DPA 系统的合成效率与增益饱和的关系
电子说
描述
为了获得毫焦量级的脉冲能量和数个吉瓦的峰值功率,掺镱光纤放大系统通常使用极大模场直径(MFD)的增益光纤并结合啁啾脉冲放大(CPA)技术。进一步提升脉冲能量和峰值功率依赖于近些年发展的相干合成技术。
分脉冲放大(Divided-pulse amplification, DPA)是一种常用的相干合成技术:在 DPA 系统中,通过在放大前将初始脉冲等分成时域上分离的子脉冲串,以降低脉冲在放大时的峰值功率;子脉冲串经过放大之后重新合成为一个脉冲。DPA 的相干合成效率主要受到三方面的限制:(1)增益饱和导致子脉冲间的强度差异;(2)非线性效应将子脉冲间的强度差异转化为相位差异;(3)器件缺陷。本文介绍的两篇文献均对啁啾脉冲-分脉冲放大系统(CPA-DPA)进行了详细的数值模拟,并重点研究了合成效率与增益饱和的关系。
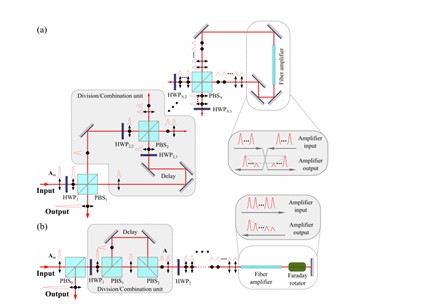
图 1 (a) Sagnac 型 DPA 装置和 (b) 双通 DPA 装置的示意图
2013 年,Marco Kienel 等人探究了两种 CPA-DPA 系统合成效率的影响因素[1]。第一种(图 1a)是 Sagnac 装置,其脉冲在时间与空间上均被等分,双向通过增益光纤放大后合成。第二种(图 1b)是双通装置,等分的子脉冲序列来回两次通过增益光纤放大并合成。图 2 显示了双通 DPA 装置的合成效率与增益饱和,非线性强度和 PBS 对比度的关系。图 2(a,d), (b,e), (c,f)分别代表分脉冲数量为 2,4,8 的情况。其中,(a-c)对应理想的 PBS,而(d-f)对应对比度有缺陷的 PBS。图像横轴为输出能量 Eout 与饱和能量 Esat 的比值,代表增益饱和效应的强度,纵轴是单个子脉冲累积的最大 B 积分,表征系统的非线性强度。
如图 2(a)所示,当不存在非线性效应(Bmax = 0)时,仅增益饱和增强即可造成双脉冲合成效率下降,因为增益饱和给予了两个子脉冲强度上的差异,导致合成偏振态偏转,使脉冲在通过输出端 PBS 时损失能量。而当非线性效应存在时,强度相关的非线性相移会把增益饱和造成的强度差异转化为相位差异,极大地损害合成的线偏振程度,进一步降低合成效率。除非增益饱和很弱,两脉冲的强度差异小,即使 Bmax 很大,两脉冲 B 积分差依然不大,合成效率仍维持较高水平。更多分脉冲数量(图 2(b,c))与 PBS 缺陷(图 2(d-f))的情况整体与理想 PBS 的双脉冲(图 2(a))类似,只是合成效率更加敏感,因为多次合成增加了系统的复杂度,PBS 缺陷引入了更多不规则的子脉冲强度差。
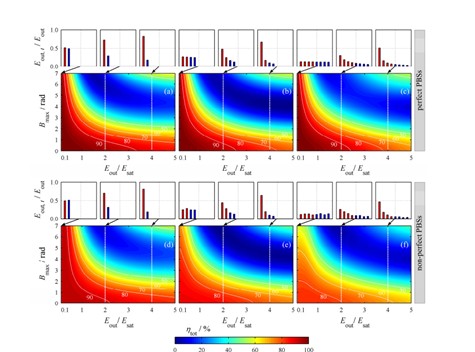
图 2 双通 DPA 系统中总合成效率与增益饱和,非线性强度,PBS 缺陷的关系
相较于双通装置,Sagnac 装置的合成效率随上述物理因素的变化规律略有不同。当分脉冲数量为 2 时(图 3(a)),两强度相同但正交的子脉冲通过环路相向传输,经历完全相同的增益和非线性相移,合成效率为 100%。而在四个子脉冲的情况下(图 3 (b)),Sagnac 装置的合成效率亦远高于双通的 DPA 系统。这是因为 Sagnac 装置结构对称,4 脉冲的第一次合成始终是完美的,减少的合成效率仅是第二次合成中两脉冲相位差所致合成线偏振度的降低。
当分脉冲数量增加至 8 时(图 3(c)),合成效率才降到与双通系统类似的水平。此外,相较于双通的 DPA 系统,PBS 缺陷(图 3(d-f))会破坏 Sagnac 装置的对称性,因而对合成效率有更严重的影响。
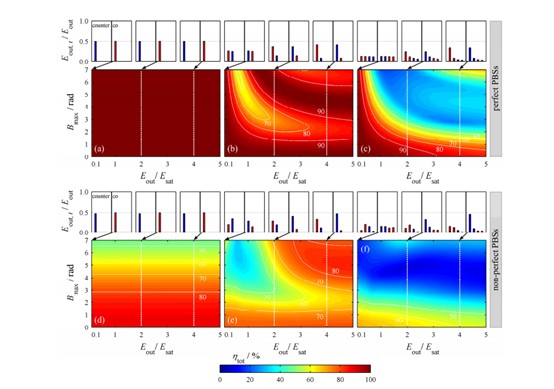
图 3 Sagnac DPA 系统中总合成效率与增益饱和,非线性强度,PBS 缺陷的关系
除了上述物理效应,还有一些其他的效应可能会降低合成效率,例如源于 Kramers-Kr?nig 关系的相移,增益饱和对脉冲的整形作用,和分脉冲相互重合导致的交叉相位调制(XPM)。
因此,在 2016 年,F. GUICHARD 等人对 CPA-DPA 系统进行了更严格且详细的仿真,计算了包括 XPM、增益饱和与 K-K 关系的耦合非线性薛定谔方程[2]。作者所考虑的是如图 4 所示的双通掺镱 CPA-DPA 系统。上半部分的合成器件与分脉冲器件的参数保持完全相同,为被动系统;下半部分的合成器件与分脉冲器件的参数可独立调节,但需通过扫描最大输出功率以确定合成器件的参数,为主动系统。
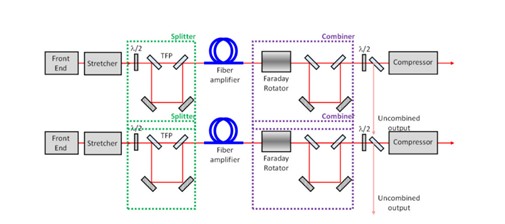
图 4 被动与主动的双通 CPA-DPA 系统
具有 2 个子脉冲的被动 DPA 系统的合成效率模拟结果如图 5 所示。理论上,由于增益饱和的影响,第一子脉冲的增益高于第二子脉冲,输出时,强度的差异会略微降低合成效率。而自相位调制(SPM)和 K-K 相移又会将两脉冲的强度差转化为相差,进一步造成合成效率的降低。为了区分这些效应之间的贡献,作者首先讨论了不同非线性强度的模拟结果:将输入脉冲展宽至 500 ps(蓝线)或 2 ns(红线),对应每个子脉冲的平均 B 积分分别为 12 rad 和 3 rad(E / Esat = 1 时),在输出能量接近饱和能量,增益饱和效应增强时,很明显非线性强的情况(蓝线)合成效率下降得更快。其次,从忽略 K-K 关系后再模拟的结果可知(虚线),SPM 是两脉冲相差的主要贡献者,K-K 关系对合成效率的降低只占少部分。
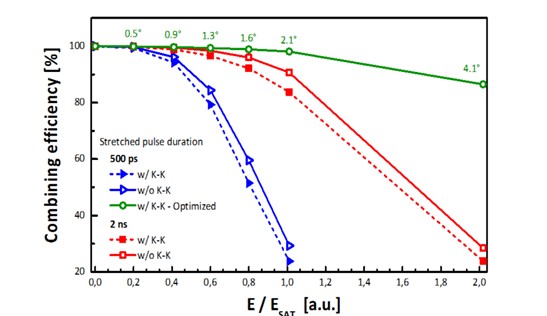
图 5 具有 2 个子脉冲的被动 DPA 系统的合成效率与增益饱和的关系
作者还试图通过旋转分脉冲器件与合成器件的半波片角度来改变子脉冲放大前的能量分配,以补偿增益饱和导致的强度差异。模拟结果如图 5 绿线所示,作者成功的优化了合成效率并显示了每个输出能量对应旋转的最佳角度。它清楚地表明,调节半波片是将有效相干合成区域拓展至放大器饱和能量之外的有效方法。
图 6 展示了分脉冲数量为 4 的 DPA 系统的模拟结果。其中的蓝线,红线,绿线分别对应高非线性强度,低非线性强度和无非线性效应三种情况。虚线代表被动 DPA 系统,而实线代表主动 DPA 系统。所有曲线所代表的合成效率都已通过旋转半波片的角度尽可能地优化了。蓝线和红线的变化趋势与图 5 类似,再次说明非线性越强,增益饱和对合成效率的影响越大。
值得注意的是,在输出能量的值接近饱和能量四倍的情况下(每个子脉冲能量都与饱和能量相当),尽管没有 SPM 和 KK 关系引入子脉冲间的相差,合成效率也会因过强的增益饱和而显著降低,且被动 DPA 系统不能补偿这种由纯粹强度失衡导致的低合成效率(图 6 绿色虚线)。但是,强度差异引起的合成效率降低可以通过主动的 DPA 系统完美解决(图 6 绿色实线):先独立调节输入端的半波片角度,使输入脉冲分为能量前低后高的子脉冲序列,以补偿增益饱和给放大后子脉冲带来的能量差,这样获得的相等幅度的放大子脉冲,再通过独立调节输出端半波片的角度来完美合成,从而产生极高的合成效率。除此以外,增加分脉冲数量也是优化合成效率的常用方法,其不仅能降低每个子脉冲的峰值功率,从而降低非线性的强度,还可以减弱增益饱和对脉冲造成的影响。
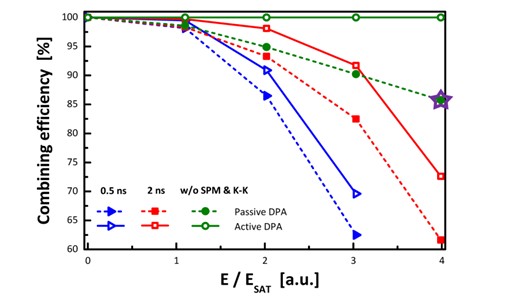
图 6 具有 4 个子脉冲的被动和主动 DPA 系统的合成效率与增益饱和的关系
综上所述,两篇文章均通过模拟描述了增益饱和影响 DPA 合成的机制,为实验中观察到的接近饱和能量时的合成效率下降提供了可靠的解释与解决的方案。虽然两篇文章均提出了采用主动 DPA 设计,增加分脉冲数量的优化方法,但由于当前系统缺乏对每个子脉冲强度和相位的控制手段,任意缩放分脉冲数量并不可行。未来可以考虑使用响应足够快的电/声光调制器之类的元件来控制每个子脉冲的强度和相位,以解决此问题。
责任编辑:pj
-
AlGaInAs半导体饱和吸收体调Q特性的理论与实验研究2010-04-26 2052
-
宽带高效率Doherty功率放大器设计2019-06-21 4147
-
关于三极管饱和增益的问题分析2021-06-08 2357
-
电感磁饱和的原因是什么?线电流和相电流的关系与区别是什么?2021-07-07 3078
-
光参量啁啾脉冲饱和放大的增益稳定性2009-10-29 790
-
新型毫米波主被动复合成像技术2011-12-26 873
-
MIMO系统中分集增益和空间复用增益的折衷关系2012-01-18 1281
-
大功率固态高功放功率合成失效分析2013-01-10 1564
-
MIMO信道容量及其系统分集增益和空间复用增益的关系介绍2017-11-15 3106
-
限制分脉冲放大DPA技术的原因有哪些2020-11-26 917
-
限制分脉冲放大(DPA)技术的多种因素分析2020-12-25 1816
-
详细探讨基于可饱和吸收效应被动锁模技术的发展情况2023-07-17 7806
-
运放带宽与增益的关系是什么?2023-09-17 6979
-
输出电压与增益的关系2023-09-21 4827
-
SOA增益饱和特性仿真分析2025-10-31 928
全部0条评论

快来发表一下你的评论吧 !
