

异形件埋入工艺全自动取放料电气系统方案的介绍
今日头条
描述
该项目为立式注塑机埋入件行业项目,其工作原理为通过取料机构进行分别夹取电机所需材料铁质以及磁片放到料盘中,运动到机械手位置,机械手进行夹取放料至压机中,压机压料完成后,机械手取料放给放料机构,放料机构进行根据实际情况通过可设定码垛进行依次放料处理
通过取放料机构以及机械手配合实现替换人工进行取放料操作,在效率以及安全系数方面进行了提升。
项目要求:效率:取放料机构要求:25S以内实现料盘一次取料成功;易用:程序多功能开关实现对实际现场码垛料盘实现可设定可现实,更直观的操作应用,且每组码垛数量均可设定;精度:如果取料机构取放材料由于定位精度出现放置料盘偏差,将导致机械手无法正常取料,导致后续无法加工,精度要求50丝;稳定:报警显示要直观,且对于报警部分的处理,可以通过故障复位实现再次动作,不能出现由于报警导致机器不能开机的情况出现。
方案拓扑图:
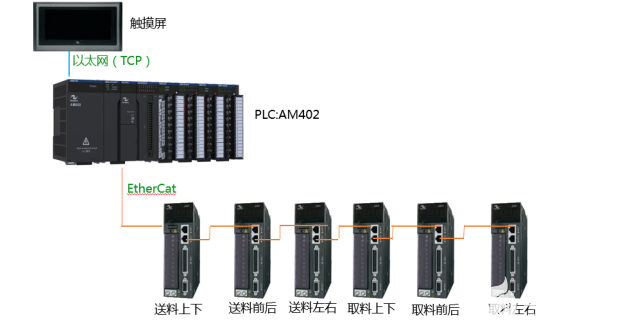
方案说明:触摸屏采用以太网形式通讯PLC,PLC采用EtherCat通讯伺服实现控制,采用IO点进行控制机械手。
通讯优点:该方案采用汇川中型PLC,基于EtherCat进行控制伺服,该通讯控制方式最快速率可达100M,对于现场要求伺服响应速度快,有很明显的影响
伺服优点:伺服采用汇川620N 23位绝对值伺服,该伺服编码器分辨率为8388608,足够满足现场要求的定位精度,并且采用绝对值方式伺服,采用绝对值情况下的伺服,不仅仅可以实现节省原点以及限位开关,更提升初始化原本伺服回原点时间,且根据实际现场应用带有电池的绝对值伺服理论使用年限为37年
控制优点:采用中型PLC进行控制基于Codkeys系统,在编程易用上,比较小型PLC有一定程度上的提升,可自定义编写集成FB实现一个功能块集成轴所需的全部指令控制。拓展优点:通过程序功能开关的使用,可由现场人员实现针对放料码垛根据实际情况进行选择码垛数量以及码垛排数,放料3个伺服,且3个伺服均可以针对现场机械位置实现不同的码垛位置参数可变。
现场难点及问题解决:该项目为逻辑控制为主,所以出现的问题主要需要配合客户机械进行修改。
1、取料部分料盘由于机械加工导致每个间隔不一样,但是要求放置位置必须准确。根据实际夹取料,对于料盘纵向4组磁片以及4组铁质,以当前取料位进行记录,实现根据当前记录位置来改变取料的横向放料位置进行位置纠偏
2、放料部分的翻转气缸距离放料过紧,导致翻转出现触碰,添加功能,实现现场人员可设定安全放料位置对翻转气缸翻转时机进行控制,并且针对翻转气缸的动作对于伺服进行对伺服进行轨迹规划控制
3、由于机械加工对于放料料仓的加工精度达不到,但是必须保证每次放料必须准确,该问题主要针对横向以及纵向码垛的基础上,添加纵深伺服码垛记录,以现场可设定参数实现,根据当前横向以及纵向码垛位置来控制纵深码垛伺服的位置控制
效率:取料放置料盘效率为23s一盘,测试阶段可达到19s,为保证稳定,降速为23s,满足客户效率要求;精准:取料部分保证电机所需磁片以及铁质,放料到料盘准确,未出现由于放置位置偏差导致机械手无法取料的情况出现;易用:原客户采用21组放料码垛,现采用10组码垛控制,无需修改程序,在功能开关界面选择10组码垛设置即可。
fqj
-
堆取料机无人值守系统如何进行自动精确定位和自动化操作2023-05-24 3080
-
X-Ray全自动点料机是由哪些系统组成的?2023-04-17 1549
-
电气系统重要负荷供电方案架构简介2023-01-31 1131
-
深圳片材对位系统及全自动上下料方案如何?2021-09-09 631
-
柔性振动盘可有效解决0.1-150mm异形零件的上料问题2021-01-16 1733
-
柔性振动盘能够解决0.1-150mm异形零件的上料问题2020-12-29 1755
-
电气系统接入DCS实现发电厂电气监控系统的可行性2020-12-04 2969
-
全自动贴装工艺技术2018-11-22 1751
-
充电站电气系统的标准要求与测试方案介绍2018-11-15 6967
-
铝框涂胶取放料自动化设备2018-03-14 1267
-
充电站电气系统测试方案2015-08-20 2462
-
全自动分装线电气故障维修两例2011-02-16 863
-
取料机电气控制系统的技术改进2009-06-16 538
全部0条评论

快来发表一下你的评论吧 !
