

PCB焊盘露金边的原因及影响
PCB设计
描述
随着电子产品走向短小轻薄以及多功能化,印制线路板也向着线路高密度高精细度、高频率、高厚径比方向发展,为了满足电子产品的小型化,高密度化和轻量化的要求,封装技术和印制电路板技术高速发展。光模块产品在SMT贴装环节中时常出现一些焊盘拒锡问题,这些看似为可焊性不良的问题,其实跟光模块产品在焊盘设计上有着密不可分的联系。光模块产品在设计焊盘时,其工艺制作为阻焊限定和蚀刻限定两种,由于两种工艺的差异性,阻焊限定焊盘一般会比蚀刻限定焊盘面积大20~40%左右,在SMT贴装后,钢网开窗、下锡量一致的情况下,阻焊限定焊盘容易出现边角位置露金边的现象。电板PCBA在贴装时出现露金边现象,因此对焊盘露金边原因进行分析。
部分关键信息为:贴装后的PCBA板,整板出现露金边现象,表现为焊盘边角或边缘位置拒锡,且不良率高达100%,PCB表面处理为水金,其外观如图1所示:
采用X-Ray测厚仪,对PCB焊盘进行测试,实测镍厚、金厚结果如表1所示:

2失效点位置确认
立体显微镜下观察露金边焊盘表观形貌,如下图2所示:
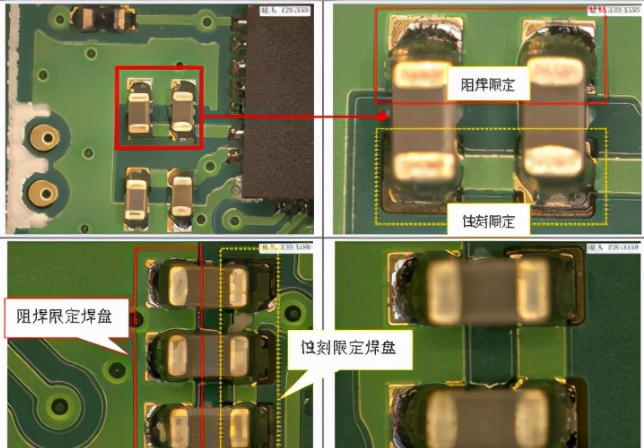
观察图2,PCBA焊盘表面上的焊料在焊盘上不能完全覆盖,露出金面,出现“露金边”现象,呈不润湿模式。且露金边位置主要集中在阻焊限定焊盘上。
3焊点切片确认
制作上锡不良焊盘垂直切片,通过扫描电子显微镜观察焊料在焊盘上的润湿角以及IMC生长情况,结果如图3所示:
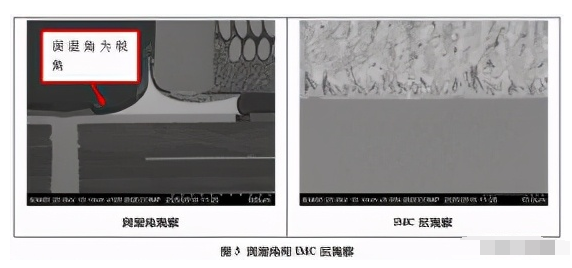
如图3所示,焊料与焊盘润湿角呈锐角,焊盘不上锡位置没有IMC生成,说明锡料并未完全铺展到焊盘边缘位置,而焊料覆盖位置的IMC层生长良好,厚度为3.04μm。
4可焊性验证
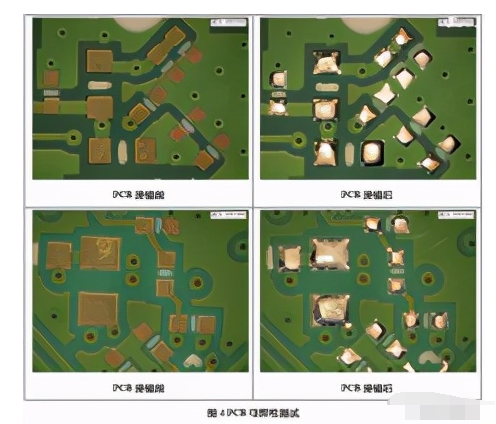
根据IPCJ-STD-003C标准,将同生产周期的PCB过两次无铅回流后做边缘浸锡测试。浸锡结果如图4所示:
试验条件:焊料:Sn96.5Ag3.0Cu0.5,焊接温度:255℃,焊接时间:10±0.5s,助焊剂:2#标准助焊剂(松香:25%,异丙醇:74.61%,二乙胺盐酸盐:0.39%)。
如图4所示,PCB经两次无铅回流浸锡后上锡效果良好,说明PCB可焊性良好。
5焊盘尺寸特点分析
根据光电板特性,板上有许多蚀刻限定和阻焊限定焊盘,蚀刻限定焊盘尺寸均比阻焊限定焊盘尺寸要小一些,在钢网开窗尺寸和印锡膏量一定的情况下,面积稍大的阻焊限定焊盘容易出现因锡料无法完全覆盖致焊盘边角而露金边的问题,此种情况在光模块产品上常有发生。
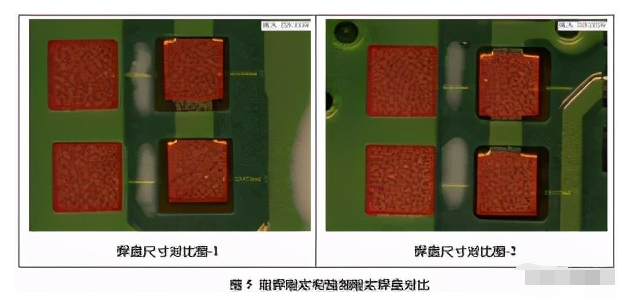
具体对比如下图5所示:
如图5所示,阻焊限定焊盘平均面积为30.74μm2,蚀刻限定焊盘平均面积为22.78μm2,阻焊限定焊盘面积比蚀刻限定焊盘面积平均大7.96μm2,约大34.9%。在贴装时,因阻焊限定焊盘面积比蚀刻限定焊盘面积稍大,在相同钢网开窗尺寸和同等下锡量情况下,焊料在蚀刻限定焊盘上能覆盖整个焊盘,而在阻焊限定焊盘上则无法完全覆盖整个焊盘,说明光电板在开钢网印刷锡膏时确实存在阻焊限定焊盘因比蚀刻限定焊盘面积较大,导致锡料无法完全覆盖焊盘边缘的问题。
分析结论
PCBA露金边位置主要集中在阻焊限定焊盘上,因阻焊限定焊盘的补偿及开窗方式,其焊盘面积比蚀刻限定的焊盘面积稍大,导致阻焊限定焊盘上的焊料难以完全铺展覆盖至焊盘边缘位置,故出现较多焊盘边缘露金边的情况。
-
pcb焊盘区域凸起可以焊吗2024-09-02 2582
-
PCB焊盘脱落的原因及解决方法?2024-01-18 12196
-
PCB焊盘脱落的常见原因2023-06-28 2558
-
PCB焊盘设计之问题详解2023-05-11 5970
-
【PCB设计】PCB焊盘设计之问题详解2023-04-19 3354
-
PCB设计干货:多层板的焊盘设计之半盖半露设计、等大设计2022-09-23 54134
-
PCB焊盘脱落常见的几个原因分析2022-07-26 9871
-
焊盘脱落的原因2019-04-25 28077
-
电路板焊盘脱落的原因2019-04-24 19377
-
pcb焊盘脱落原因2018-02-26 17495
-
PCB焊盘大小规定2016-05-27 3921
-
PCB焊盘的形状2010-01-25 2996
全部0条评论

快来发表一下你的评论吧 !
