

光纤激光焊接机在钣金机箱设计和加工中的应用
电子说
描述
钣金机箱设计和加工都是比较复杂的,它在制作的时候需要把一些金属的薄板通过工具使它变形,设计成客户需要的形状和尺寸。而在这一过程中,需要通过焊接等方式把一些零件进行加工处理,达到设计目标要求,那么焊接工艺就显得尤为重要。
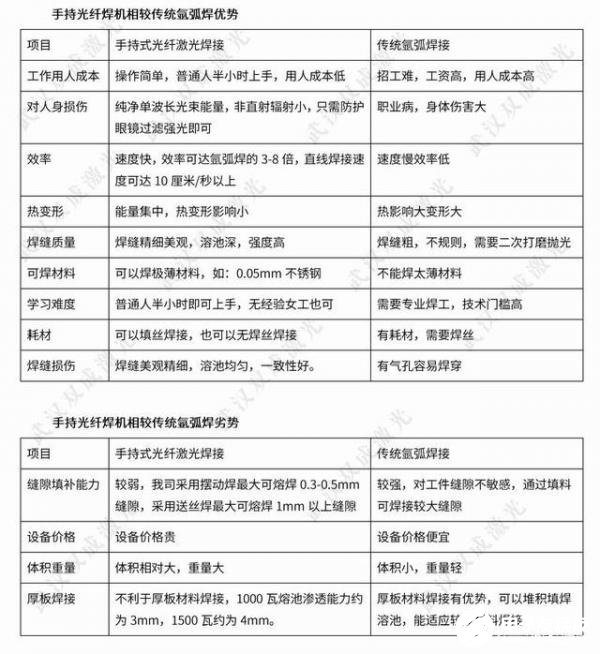
现代钣金机箱机柜加工行业的生产工艺已经飞速发展,在机箱机柜焊接操作中有居多严格的焊接要求,例如不允许有焊渣、变形、烧穿、凸起和凹陷等,焊接要求整齐均匀,牢固可靠。传统氩弧焊接已经跟不上日渐扩大的市场需求,也满足不了客户对产品的“美与质”兼得的工艺要求,氩弧焊速度慢,效率低,变形大,人工成本高,注定这种焊接工艺要被激光焊接所取代,因为激光技术的飞速发展,激光焊接速度更快,效率更高,变形量小,人工成本低。
机箱机柜的材料有不锈钢、铝、铜,一般钢材料厚度1mm-3mm,常用厚度为1.5mm,铝材料厚度一般2mm-3mm。壳体应是连续金属体,一般可采用板材连续焊接或铸造加工成型。骨架构件的拼接不应影响壳体表面的连续性。这些厚度的材料尤其适合光纤激光焊接,光纤激光焊接机在机箱机柜行业中得到广泛的应用。
光纤激光焊接机也叫光纤传输激光焊接机,光纤传输激光焊接机是将高能激光束耦合进入光纤,远距离传输后,通过准直径直为平行光,在聚焦于工件上实施焊接的一种激光焊接设备。对焊接难以接近的部位,行柔性传输非接触焊接,具有更大的灵活性。激光束可实现时间和能量上的分光,能进行多光束同时加工,为更精密的焊接提供了条件。适合大多数工件焊接,通用性强,已广泛应用于五金器材等行业。
武汉双成激光致力于激光前沿应用技术的探索与普及,双成激光研发生产的工业级第六代手持激光焊接机焊接速度和效率是传统氩弧接的5-10倍,熔深可调,焊宽可调,还可进行不同材料的复合焊接,焊接热影响区域小,变形量极小;轻松焊接传统焊接难以完成的不锈钢、铝、镀锌板、黄铜以及超薄材料。
责任编辑:gt
-
光纤模具激光焊接机和常见激光焊接机的区别2024-01-30 2047
-
光纤连续激光焊接机:焊接新时代的科技之光2024-01-22 2011
-
如何选好全自动光纤线激光焊接机2023-11-06 1856
-
双工位光纤激光焊接机的应用优势2023-08-14 1609
-
激光连续焊接机厂家镭拓科普什么是光纤连续激光焊接机2023-07-27 1861
-
镭拓告诉你双头连续光纤激光焊接机在加工生产中的优势2023-07-07 1926
-
分析激光焊接机焊接不牢固的原因2022-12-29 5405
-
双工位光纤激光焊接机的特性2022-08-29 2114
-
连续工作不疲劳!广源手持激光焊接机在焊不锈钢厨具,是一把好手2021-12-02 2139
-
激光焊接机怎么操作_激光焊接机的选择2020-09-03 6229
-
【手持激光焊接机的优点】手持式激光焊接机为何如此受欢迎?2019-08-09 4602
-
激光焊接机的分类2019-05-14 14467
-
激光焊接机用途_激光焊接机的原理2019-05-08 10014
-
塑料激光焊接机的应用2018-08-30 3470
全部0条评论

快来发表一下你的评论吧 !
